
2 Подготовка инвертора к работе
Перед тем, как приступить к сварке, нужно подготовить маску, защитную обувь и одежду. Без этого инвентаря варить сварочным агрегатом категорически запрещается. Также потребуется выбрать конкретные марки электродов для соединения деталей и конструкций, изготовленных из того или иного металла (о правилах выбора сварочных стержней мы расскажем далее). Не помешает и щетка со стальными щетинками, с помощью которой можно будет зачищать поверхности под сварку.

После этого необходимо выполнить правильное подключение сварочного аппарата. Так как описываемое оборудование имеет немалую мощность, следует заранее проанализировать возможности электросети, от которой будет запитываться инвертор. Все модели сварочных инверторов, предназначенных для бытовой эксплуатации, подключаются к 220-вольтной сети. В этом плане у вас проблем возникнуть не должно.
Важно лишь установить автоматический выключатель с требуемыми характеристиками, чтобы не беспокоиться о коротком замыкании и прочих неприятностях с электрической сетью. Далее понадобится подготовить площадку, на которой будут выполняться сварочные работы
Она должна быть свободна от посторонних предметов и конструкций, ограничивающих движения сварщика. Рядом с местом проведения работ не допускается наличия легкозагорающихся вещей, огне- и взрывоопасных соединений.

Удостоверившись в безопасности рабочего места, надеваем спецодежду и защитные приспособления, а затем:
- подсоединяем провода и кабели к инвертору;
- в держак вставляем сварочный стержень;
- к свариваемому изделию подключаем клемму массы.
Теперь с помощью аппарата можно варить разнообразные изделия.
Какие виды сварочных инструментов бывают
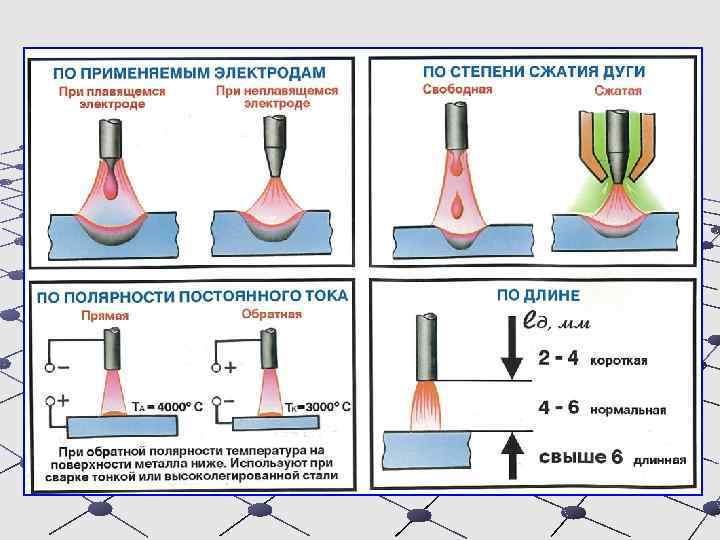
Перед тем, как научиться пользоваться сваркой в домашних условиях, рассмотрим виды электросварочных инструментов. Дуга, возникающая при плавлении металла, может формироваться двумя способами — при помощи постоянного и переменного тока. Если сварка производится переменным током, то это говорит о применении трансформаторов. Постоянным током варят инверторные аппараты.
Трансформаторы для сварки применяются все реже, так как их вытесняют более эффективные, надежные, недорогие и легкие по весу инверторы. Трансформаторные виды аппаратов варят при помощи переменного тока, в результате чего происходит возникновение «скачков» дуги. Трансформаторные устройства имеют большой вес, так как их основу составляют металлические сердечники с медной обмоткой.
Если говорить о других недостатках трансформаторных сварочных аппаратов, то у них их очень много:
- Издает шум при работе
- «Садит» сеть при выполнении работ, поэтому наблюдаются перепады напряжения, негативно влияющие на работы бытовых приборов
- Новичкам очень трудно освоить технику соединения трансформаторной сваркой
Если говорить о преимуществах, то они также есть у трансформаторных устройств. Они не прихотливы в применении, служат практически вечно и стоят не дорого.
Инверторные аппараты работают от переменной сети 220В. Главное их отличие от трансформаторных устройств в размерах и весе. Вместо громоздкого трансформатора, в конструкции инверторных устройств используется плата с полупроводниковыми элементами. Они не только имеют малые габариты и вес, но еще и просты в применении. Если собираетесь научиться работать сварочным аппаратом, то делать это рекомендуется с применением инверторного устройства. Именно на примере инверторных сварочных устройств рассмотрим принцип нанесения сварочных швов с целью объединения двух металлических деталей.
Техники и методики сваривания
Для сварки тонких листов из металла подойдет полуавтоматические модели сварочных аппаратов, а также ручные дуговые агрегаты. Работать полуавтоматом гораздо легче, так как часть сварочных процессов автоматизировано. Это позволяет преодолеть некоторые трудности при работе с тонколистовым металлом.
Преимуществом полуавтоматов также является отсутствие необходимости менять электроды в процессе работы, ведь проволока подается стабильно
Это ускоряет рабочий процесс, что крайне важно в условиях выполнения объемных проектов
На заметку! В бытовых целях для необъемных операций мастера чаще используют именно ручную дуговую сварку ввиду ее дешевизны и возможности смастерить агрегат своими руками.
В процессе сваривание тонких листов металла важно не только располагать хорошим оборудованием, но и понимать, как сварить такой материал. Схема сварки тонкого листа металла
Схема сварки тонкого листа металла.
Существует разные техники и методы сварки, актуальные для данного случая:
При выполнении непрерывной сварки всего шва важно правильно подобрать ток. Оптимальный диапазона ‒ 40-60 А
Не менее важно не ошибиться со скоростью ведения электрода для варки тонкого металла. Если двигаться слишком быстро, корень сварного шва может не проварить. А при слишком медленном движении металлическая поверхность может покрыться дырами.
Прерывистую сварку также называют сваркой точками. Ее чаще остальных технологий используют в случае тонколистового металла. Для реализации такой технологии необходимы тонкие электроды, одним концом которых на металле ставятся точки или проводятся короткие линии с равным шагом.





На заметку! Особенность прерывистой сварки заключается в том, что так можно варить даже очень тонкие металлические листы. Главное выставить чуть более высокий, нежели обычно, сварной ток, и добиться быстрых движений, дабы не дать остыть свариваемому материалу.
Опытные сварщики при работе с ручными агрегатами и тонкими листами металла рекомендуют придерживаться следующих правил:
Получить высококачественные сварные соединения можно при условии постоянного контроля параметров сварочного шва со всех сторон в процессе электродуговой сварки инвертором.
При работе важно держать электропроводник максимально близко к металлической поверхности до того момента, пока на ней не появится красное пятнышко. Она является прямым доказательством того, что под электропроводником находится металлическая капля, за счет которой происходит соединение металлических листов.
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Работа инвертором
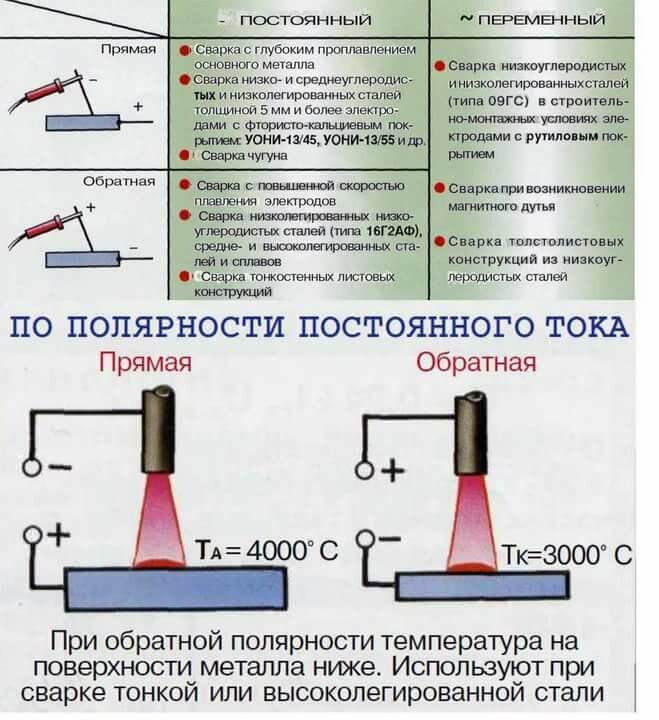
Сварка тонкого металла инвертором, позволяет выполнить эту операцию с применением обратной полярности. В этом случае » — » подключается к свариваемому металлу, а «+» к держателю электродов.
Такая техника сварки электродом позволяет минимизировать вероятность деформации и прогорания металлического изделия. При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
Для получения качественного шва, необходимо использовать тонкие электроды диаметром не более 2 мм. Следует использовать изделия, которые обладают высоким коэффициентом расплавления. Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
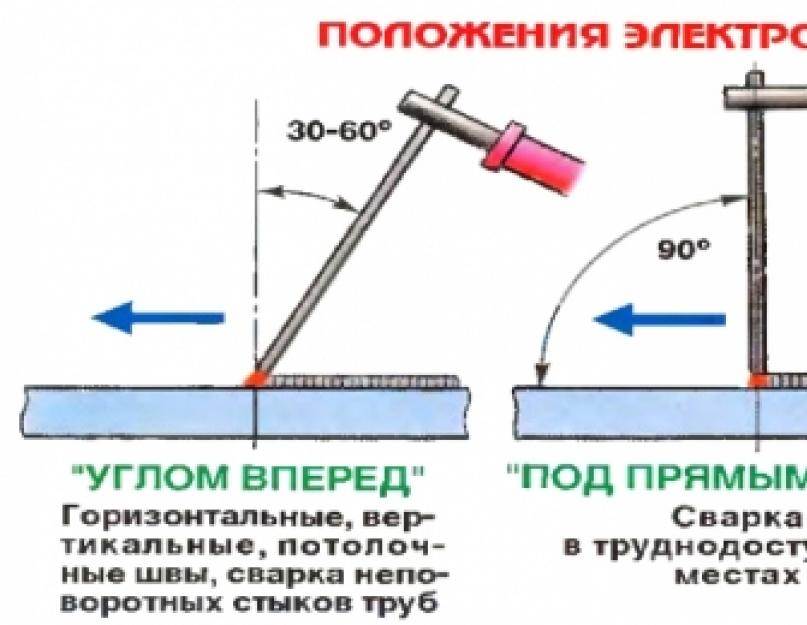
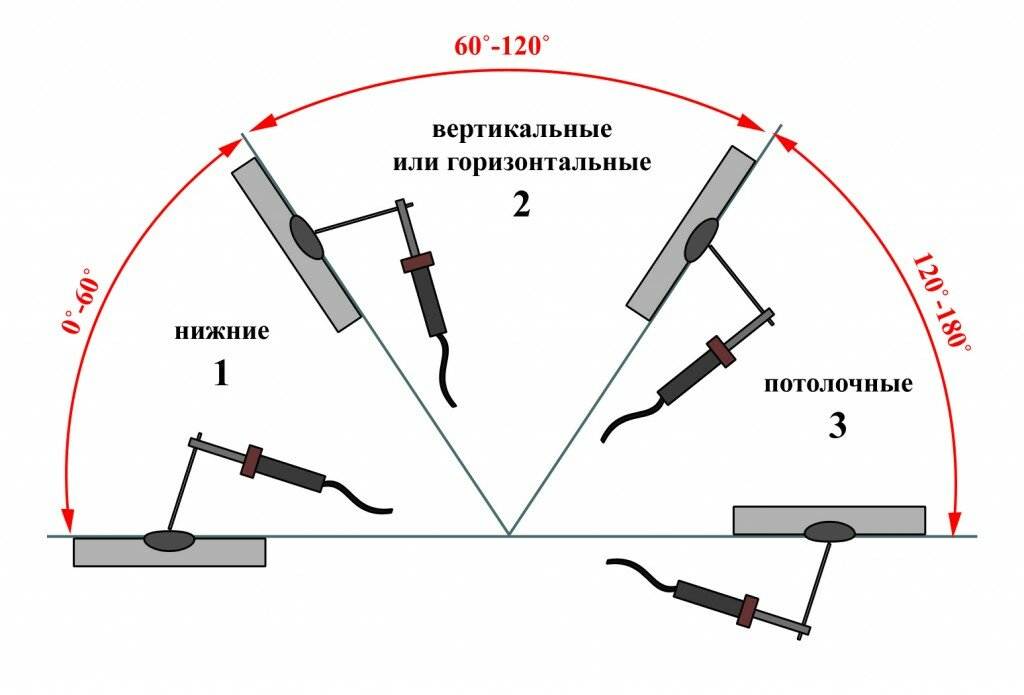
Сварка тонких листов инвертором должна осуществлять плавным движением электрода. Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
От качества используемых электродов зависит уровень соединения. Электроды для сварки тонкого металла инвертором должны быть хорошего качества и, желательно, импортного производства.
Видео: показываются простые приемы в нахлест и стык.
Работа с тонким металлом
Сварку тонкостенных металлических изделий инвертором проводят путём подключения клемм по схеме, соответствующей обратной полярности, и расположения электрода углом вперёд. Эта техника сварки обеспечивает получение меньшей зоны нагрева при достаточной ширине шва.
Розжиг электрода следует производить предельно аккуратно, ведь начало ведения ванны при сварке тонкого металла зачастую сопровождается прожогом. Сварку тонкого металла инвертором необходимо проводить постепенно, заваривая небольшие участки с кратковременным отводом электрода от ванны. В этот момент требуется следить, чтобы жёлтое свечение кончика электрода не погасло.
При завершении шва не следует резко отрывать электрод для гашения дуги, ведь в таком случае на конце шва образуется заметный кратер, который ухудшит показатели прочности металла сварного соединения и результат работы оборудования сварочный аппарат окажется неудовлетворительным.
Ещё один дефект, часто возникающий при сварке тонкого металла – это деформация изделия. Для предупреждения её появления, необходимо перед сваркой тщательно закрепить свариваемые детали.
Конструкция
Конструкция инвертора для сварки достаточно сложная, это объясняется его широкими возможностями и удобством эксплуатации. Аппарат состоит из:
- корпус,
- панель управления с регулятором силы тока, индикаторами режимов и параметров,
- шасси,
- ручка для переноски, компактные модели снабжаются ремнем для переноски на плече,
- электронная схема инверторного преобразователя напряжения,
- вентилятор для охлаждения,
- сетевой кабель,
- сварочные провода.
Бытовые модели весом в 5-7 кг способны развивать сварочный ток до 120-150 А, их легко можно носить на плече. Такие устройства могут варить сталь толщиной до 4-5 мм.
Более мощные модели сварочных инверторов могут выдавать ток до 250 А, их уже переносят за ручку- вес составляет до 20 кг. Сварка для «чайников» лучше всего осваивается именно на инверторе.






Выбираем, покупаем
Таблица характеристик для сварки инвертором.
Полезно было бы погуглить и почитать о производителях отечественных и зарубежных, чья продукция предлагается на российском рынке. Главным образом это европейские и азиатские страны.
Оборудование из Азии обычно недорого стоят и весьма приличного качества, за исключением, конечно подделок кустарного производства.
Европейские инверторы отличаются качествами с обязательным прилагательным впереди «высокий»: высокой ценой, высокой надежностью, высоким качеством. Российских аппаратов на рынке мало.
Разберитесь с маркой сварочного кабеля и площадью его сечения. Правильный выбор поможет вам избежать сложностей при перепадах напряжения в сети, если таковые будут происходить во время сварки.
Вторым делом разберитесь с наличием сервисных центров по стране. Если вы живете в городе-миллионнике, центр обслуживания конкретной продукции вряд ли будет для вас проблемой. А вот если вы живете в удаленном регионе, данный вопрос станет для одним из самых важных.
Если по-хорошему, то покупкой одного аппарата вам не обойтись. Обязательно купите сварочную маску со светофильтром. Вам необходимо защитить себя от брызг расплавленного металла и продуктов сгорания материалов.
Но главное – это защита от ультрафиолетового излучения раскаленной дуги. Самый примитивный вариант – маска из пластика и светофильтра, который подбирают в зависимости от силы тока, освещения и вашего зрения.
Вариант подороже и намного более комфортный – маска со светофильтром типа «Хамелеон», которые автоматически меняют свои характеристики, и которые можно регулировать для окружающего освещения и состояния ваших глаз.
Ладно, согласны, целый костюм из специальной ткани можно не покупать. Но брезентовый фартук с перчатками – не прихоть, а ваша защита. Рукавицы лучше выбирать из спилка
Обратите внимание на вашу обувь: учтите, что на ноги могут упасть капли расплавленного металла
Подготовка к работе
Перед тем как производить сварку металла инвертором, требуется подготовить рабочее место, электроды, оборудование. Чтобы научиться варить электросваркой не нужно искать профессиональные приспособления и рабочие верстаки. Для начала подойдёт небольшой металлический стол. Главное, чтобы на нём свободно размещались все инструменты, сварочный аппарат и заготовки.
Электроды выбираются в зависимости от того какие металлы нужно сваривать и какой они толщины. На упаковках с расходными материалами указывается для какого материала они предназначены.
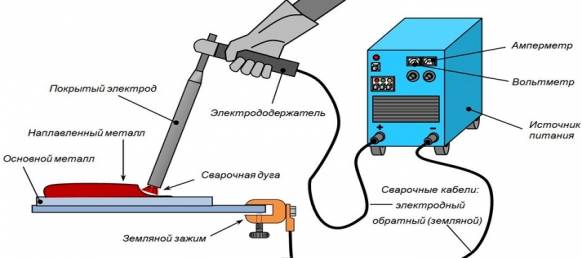
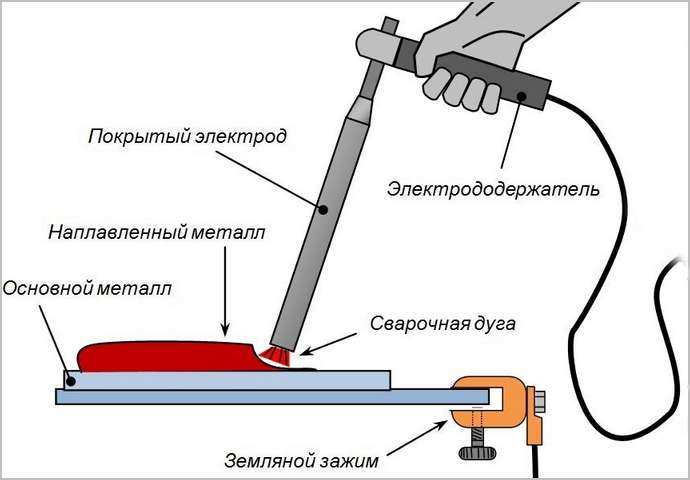
После выбора электродов и подготовки рабочего места, требуется подключить оборудование. Из инвертора выходит два кабеля. Один представляет собой массу и имеет «металлический крокодил» на конце. Он прицепляется на обрабатываемую деталь или к металлическому столу. Второй кабель представляет зажим для электрода.
Рабочая инструкция для начинающих
Для выполнения сварки посредством инверторного аппарата подбираются электроды из диапазона значений 2-5 мм. Во избежание залипания на начальной стадии работы не следует подносить электрод к металлу слишком быстро, а непосредственно сама сварка должна выполняться на некотором расстоянии от поверхности обрабатываемого элемента, как правило, оно равно диаметру электрода. Когда все подготовительные работы выполнены, можно приступать к свариванию металла.
С чего начинается работа
Сначала подключается клемма массы к поверхности свариваемого элемента. Дуга поджигается при системном кратковременном контакте с металлом, для чего достаточно несколько раз поднести электрод к поверхности. Так следует делать до тех пор, пока он не активируется. Сварочные работы ведутся при помощи электрода, который располагается под некоторым углом (желательно, под небольшим наклоном, чтобы угол не превышал 70 градусов).
Смотрим видео, с чего начинается работа:
Перед началом работы и непосредственно во время сварки следует обращать внимание на температуру окружающей среды. Обычно производитель в сопровождающей документации оборудования указывает диапазон допустимых значений температур во время работы, на что следует ориентироваться, выполняя сварные швы
Если попытаться ввести в работу сварочный аппарат при минусовой температуре, то он может попросту не включиться.
Сварные соединения
Типы сварных соединений
Техника сварки электрическим инвертором для начинающих включает в себя необходимость непосредственного участия сварщика в формировании шовного соединения. После воздействия на металл электродом следует снять окалину, которая представляет собой так своего рода накипь раскаленного металла. Это можно сделать любым подручным инструментом, который достаточно тверд и имеет внушительный вес, например, молотком.


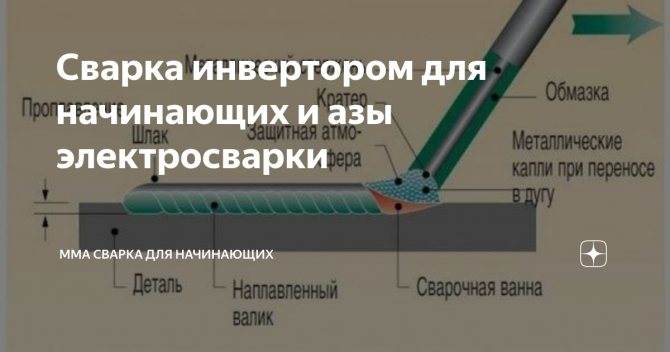




По мере выполнения работы необходимо внимательно следить за тем, на каком расстоянии от поверхности металла находится электрод. От этого напрямую зависит качество сварного соединения. Слишком маленький зазор, равно как и слишком большой приведут к тому, что шов получится либо кривым, либо слишком выпуклым. В норме при соблюдении правил работы с агрегатом соединение должно формироваться посредством образования сварочной ванны дугой, которая преодолевает зазор, расплавляя при этом металл. Наплавляемый материал переносится в ванну с помощью все той же дуги.
Техника безопасности + возможные дефекты
Процесс сварки должен быть не только правильным, но и безопасным. Потерять зрение, или крупный ожог – одни из многих опасностей, подстерегающих человека, решившего стать на путь сварщика в РФ.
Меры предосторожности:
- осмотр инструментария на наличие механических повреждений;
- заземление;
- регулярная проверка соединения заготовки с контактом;
- качественная изоляция кабелей;
- влажность не более 75%;
- использование маски, перчаток и других средств индивидуальной защиты;
- наличие огнетушителя рядом с рабочим местом.
Теперь о дефектах. Для начинающего сварщика проколы при обучении в порядке вещей. Зная причины тех/иных искажений, человек сможет предупредить возникновение подобных ситуаций, следовательно, риск оказаться в невыгодном положении снижается в разы.
Идеальный шов внешне аккуратный, с одинаковой толщиной и высотой вдоль всей длины. При наличии косяков, в 80% случаев они будут видны сразу. Давайте детальнее рассмотрим наиболее распространенные дефекты.
| Дефект | Причина |
| Непровар | Возникает при большой скорости перемещения прутка вдоль шва, либо из-за неправильной калибровки напряжения в цепи. |
| Подрез | Канавка вдоль шва. Возникает из-за слишком большой длины электрической дуги. Для исправления в процессе сварки требуется корректировка силы тока. |
| Прожог | Дырки в свариваемой поверхности на месте шва. |
| Пористость | Когда сквозняк в помещении сдувает газовое облако, защищающее от внешнего воздействия ванну. |
Иногда могут появиться поперечные/продольные трещины, но здесь уже недочет косвенно касается сварщика, ибо материал может просто не выдержать температурного режима. Для каждого типа металла требуется подбирать частные условия работы. Застраховать себя от неудач не может в этом плане даже опытный сварщик.
На помощь начинающим сварщикам
Чтобы облегчить процесс сварки инвертором для начинающих, а также сгладить популярные типичные ошибки новичков в ходе обучения на современных инверторных аппаратах предусмотрены следующие встроенные автоматические функции:
- Для упрощения процедуры первого поджигания дуги встроена система «Hot Start».
- Предотвратить такой неприятный момент для новичков как «залипание» электрода, которое происходит по причине быстрого приближения металлического стержня к рабочей поверхности, поможет функция «Arc Force».
- Если все-таки электрод «залип», для предотвращения перегрева самого аппарата инвертора и отключении сварочного тока, существует функцией «Anti-Stick».
С помощью данных встроенных функций вы сможете быстрее научиться пользоваться инверторным аппаратом для сварки и получить качественные швы уже на первых испытаниях.
Переменный ток или постоянный
Чтобы выбрать вариант и правильно собрать устройство, необходимо ознакомиться с особенностями каждого из них:
- Прибор, работающий с переменными параметрами, должен давать напряжение 60 В и силу тока до 160 А. Для определения характеристик провода, подсоединяемого к сети 220 В, применяют специальные таблицы. Сечение не должно превышать 7 мм². Оптимальной считают величину 3 мм². При создании прибора для работы с алюминием данный параметр умножают на 1,6. Кабель обматывают тканевой изоляцией, препятствующей короткому замыканию. Вторую обмотку делают из толстого медного провода.
- Аппарат, функционирующий на постоянном токе. Оборудование применяют для сварки стальных или чугунных деталей. Для создания самоделки этого типа требуется минимум времени. Вторичная часть катушки здесь подключается через диодный выпрямитель. Блок должен выдерживать до 200 А, обладать качественной системой охлаждения. Для выравнивания силы тока в схему включают конденсаторы, для регулировки параметров — дроссель.

Ошибки при выполнении сварочных швов
Если сварка ведется поспешно, то это сразу скажется на качестве соединений. Поэтому движение электрода не должно быть слишком быстрым. Не рекомендуется также слишком погружать электрод в металл, что приведет к тому, что ванна будет располагаться несколько ниже поверхности обрабатываемого материала. В норме линия ванны и сварочное соединение должны быть на одном уровне с металлом.
Смотрим видео, типы сварочных соединений и их правильное положение при сварке:
В зависимости от расположения электрода получается разной формы шов. Например, если во время работы держать его перпендикулярно обрабатываемой поверхности, то в результате ванна более глубоко проникает в металл.
Полярность при сварке инвертором
Особенность инверторных аппаратов заключается в возможности изменения полярности, что определяет направление движения электронов. Так, если установить прямую полярность, то в результате можно получить более узкое, но при этом глубокое проплавление металла. В данном случае подключение проводов к клеммам выглядит следующим образом: на электроде минус, на «земле» — плюс.
Смотрим видео, выставляем полярность и токовый режим:
При обратной полярности можно наблюдать иной результат: участок расплавления более широкий, но не отличается глубиной. При этом подключение взаимообратное: на электроде плюс, на «земле» — минус.
Работа с тонколистовым металлом
Когда планируется сварка инвертором руководство для начинающего, что позволит избежать грубых ошибок. Например, если планируется работа с тонким листом металла, то для сварки больше подойдет обратная полярность, когда проникновение тепла вглубь материала происходит не столь быстро. Это может привести к сквозному расплавлению металла.
Таким образом, в работе инверторного аппарата есть свои преимущества, как и отдельные нюансы, влияющие на качество шва. Не каждый вид аппаратов для сварки допускает изменение полярности с такой легкостью. Но для начинающих пользователей основной сложностью остается поддержание одинакового по величине зазора между электродом и свариваемой поверхностью.
Здесь может выручить знание некоторых нюансов, как, например, выполнение круговых или загзагообразных движений во время сварки, что обеспечит высокое качества шва. Во время работы следует учитывать не только собственные навыки в обращении со сварочным агрегатом, но также и параметры материала. Например, для сварки тонколистового металла существуют особые требования, что позволяет получить надежный шов, неповрежденный излишне глубокой проплавкой метала электродом.
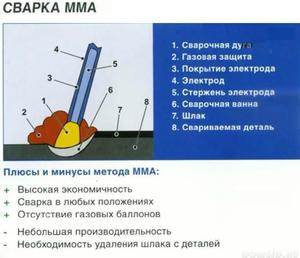
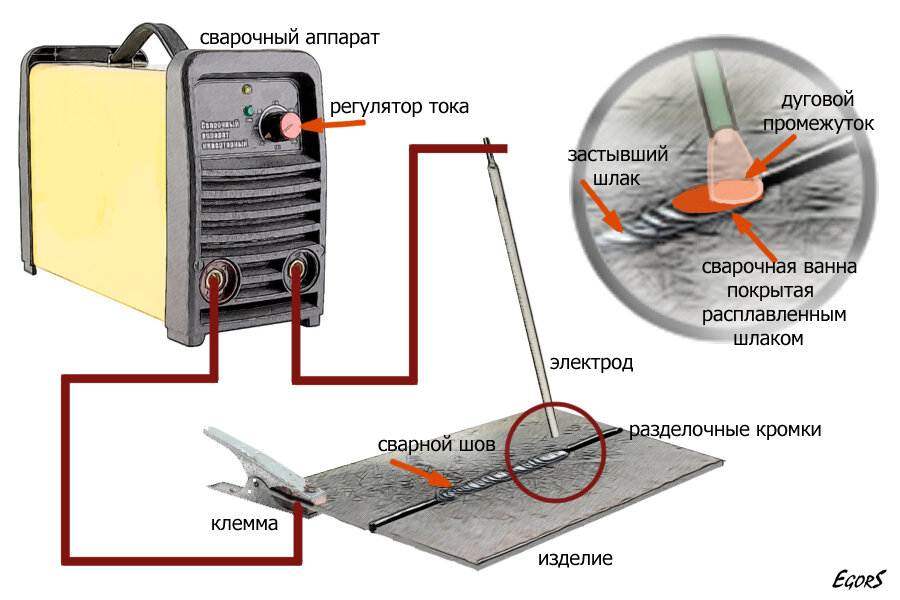
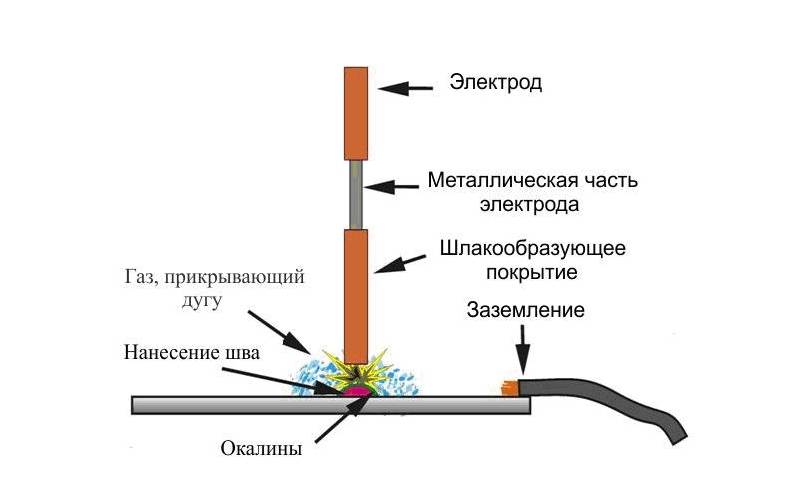
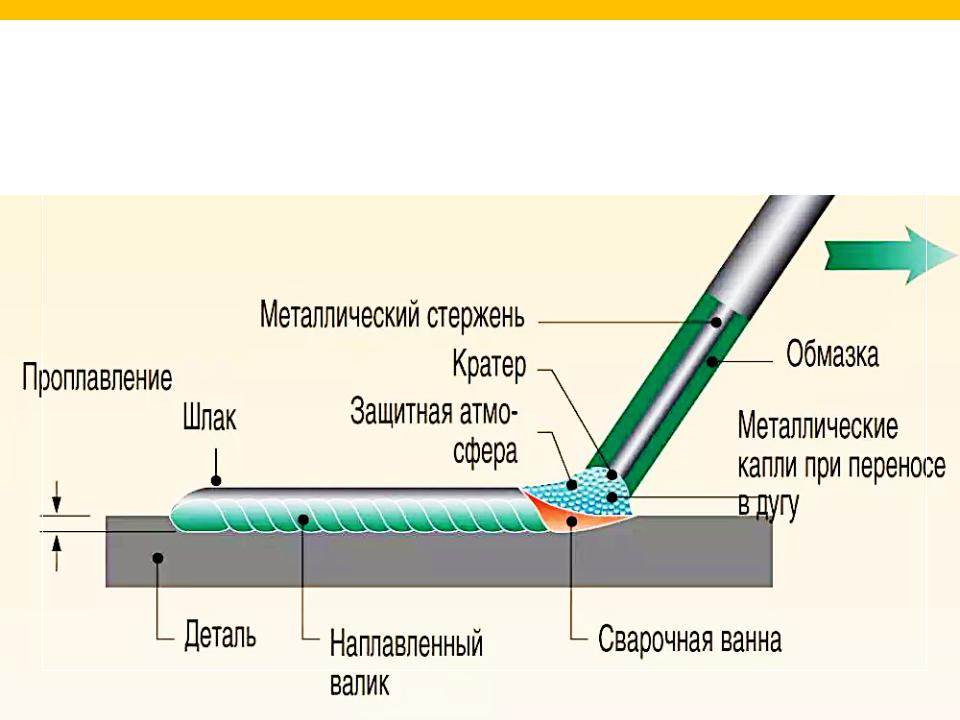
Что такое сварочный шов и как его сделать?
Сварочный шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Сварочный электрод представляет собой металлический стержень, сердцевину, которая покрыта специальным покрытием, которое не дает кислороду попасть в область сварки (сварочную ванну). Стержень производится из токопроводящих металлов, чтобы электрический ток поступал непосредственно к свариваемой детали.










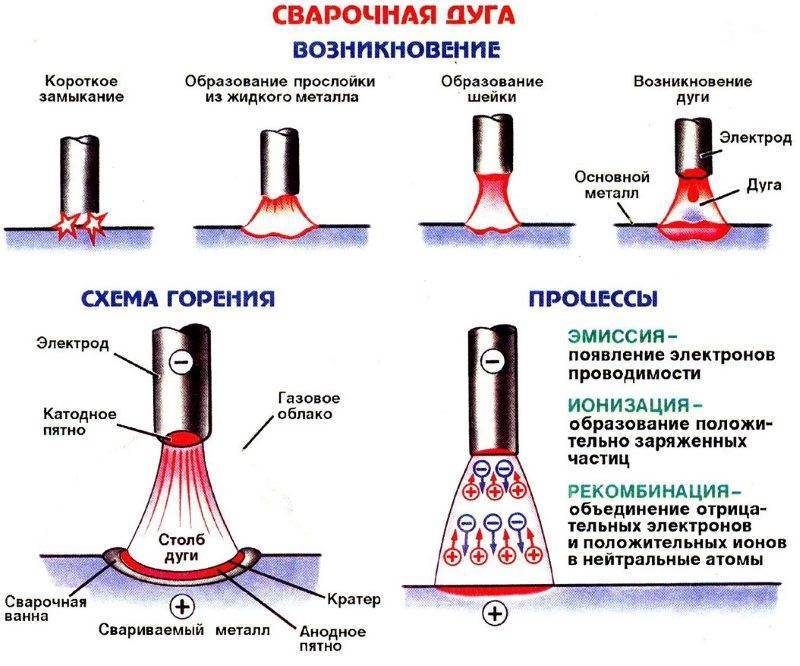
Процесс создания электрической дуги представляет собой соединение металлического стержня электрода с изделием. Специальное покрытие вокруг стержня электрода начинает гореть и плавится. При плавлении покрытия выделяются газы, которые окружают сварную ванну, защищая металл от кислорода в процессе сварки. Расплавленное покрытие следующим слоем защищает только что расплавленный металл от кислорода после сварки. Этот слой расплавленного покрытия называется шлаком.
Сам процесс соединения металла имеет еще больше нюансов. Чтобы получить качественный шов, два свариваемых куска металла нужно нагреть до одинаковой температуры. Металл должен быть расплавлен на одинаковом расстоянии от края обоих изделий. Так как электрод плавящийся, при сварке его частицы «смещают» дугу ближе к шву, поэтому нужно постоянно приближать держатель поближе к изделию.
Чтобы шов получился шире, нужно «вырисовывать» им в процессе сварки различного рода рисунки: круги, зигзаги и прочие. Научится делать это с первого раза все равно будет непросто, хоть у сварочного инвертора и не «скачет» дуга.
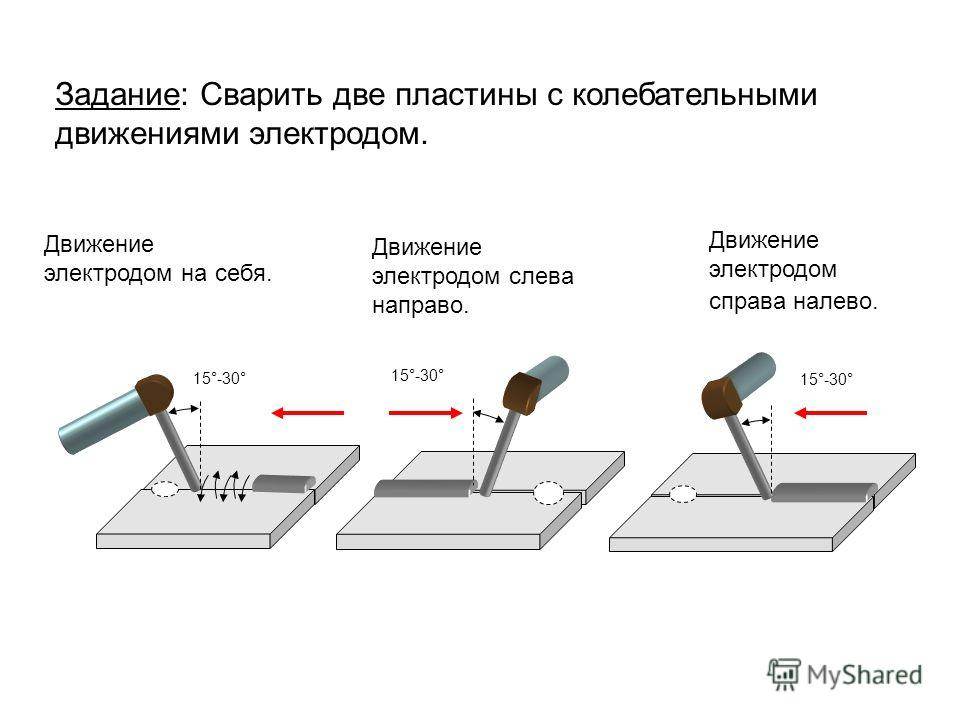
Движения электрода при сварке инвертором
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром защищающая глаза;
- грубая куртка и брюки из материала, который не загорается от искр, появляющиеся в процессе сварочных работ;
- закрытая обувь на толстой подошве.
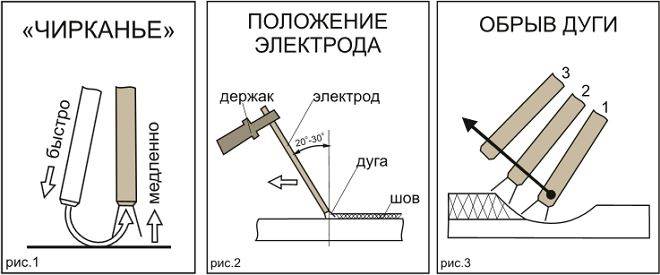
 Положение электрода при сварке.
Положение электрода при сварке.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
- обеспечении на столе необходимого свободного места, следует убрать все лишние предметы, но которые могут попасть брызги;
- создании качественного освещения;
- выполнять сварочные работы необходимо стоя на деревянном настиле, защищающем от поражения током.
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
- с кромок изделия полностью удаляется ржавчина;
- с помощью растворителей выполняется очистка от различных загрязнений;
- на последнем этапе кромки проверяются на чистоту, наличие жира, лакокрасочных и других загрязнений недопустимо.
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
 Электрическая схема инвертора.
Электрическая схема инвертора.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
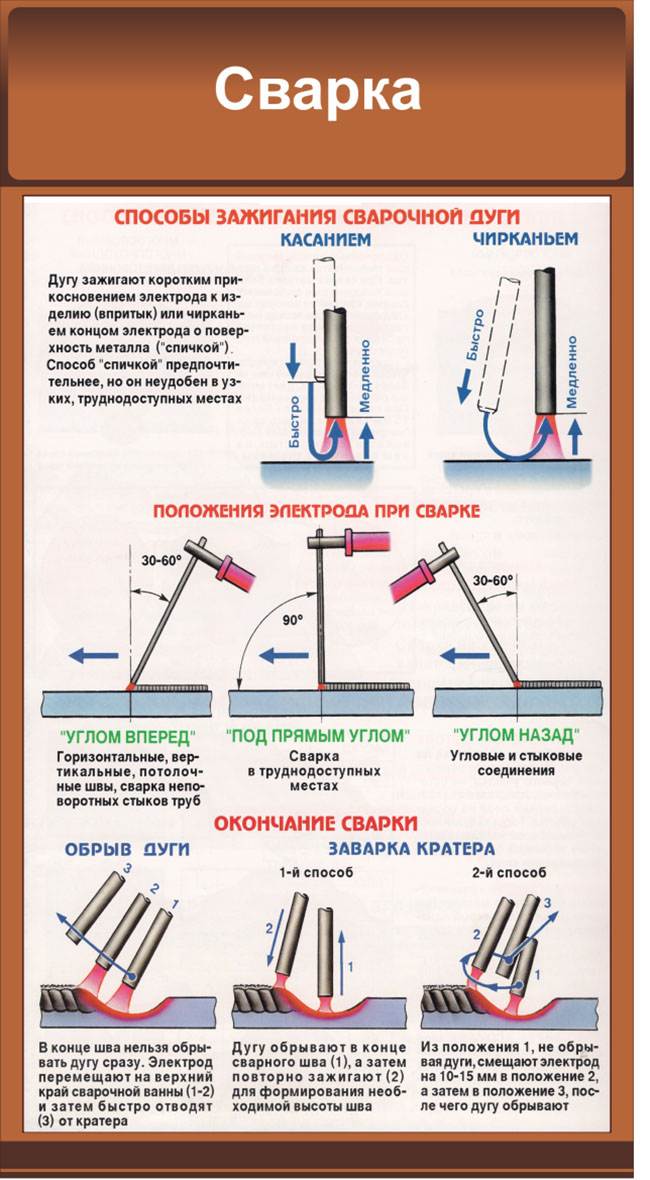
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
- чирканье о металл;
- постукивание по металлу.
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Сварка инвертором тонкого металла

Отдельную сложность представляет для начинающих сварка тонкого металла. Это может быть лопата или тонкое железо на канистре, емкости для воды. Накладной лист на рамку ворот тоже может быть 0,8-1 мм толщиной. Самым частым требуется подварить кузов автомобиля.
Для овладения этой техникой важно установить ток в пределах 20-30 А. Диаметр электрода лучше всего выбрать 1,6-2 мм. Свариваемую поверхность следует тщательно очистить от ржавчины и следов краски
Если работа выполняется в нижнем положении, то используют графитовую подложку, которая будет поддерживать расплавленный металл от проваливания и не даст прилипнуть всей конструкции
Свариваемую поверхность следует тщательно очистить от ржавчины и следов краски. Если работа выполняется в нижнем положении, то используют графитовую подложку, которая будет поддерживать расплавленный металл от проваливания и не даст прилипнуть всей конструкции.









Вести шов необходимо углом вперед, что расширит зону нагрева и не позволит образоваться прожогам. Скорость ведения должна быть немного выше обычной. Полярность устанавливается обратная (+ на держателе). Расстояние между кончиком электрода и изделием выдерживается 5 мм. Это рассеет воздействие дуги и не даст прогореть тонкой стенке.
Важную роль играют и электроды. Лучше всего использовать элементы с рутиловым покрытием, которые обеспечивают устойчивое горение и легкое возбуждение. Хорошо начинающему сварщику работать с инвертором, у которого присутствует функция «Форсаж дуги». Это не даст прилипнуть кончику в случае сбивания расстояния.
Конструкция и преимущества инверторных сварочных аппаратов
Перед тем как покупать сварочное оборудование инверторного типа, желательно ознакомиться с его устройством и сильными сторонами.
Конструкция инвертора представляет собой 4 ключевых детали:
- Трансформатор. В моделях инверторного типа по размеру этот элемент не более пачки от сигарет. Он предназначен для снижения высокочастотного переменного напряжения.
- Высокочастотный выпрямитель. Этот элемент выравнивает переменный ток, поступающий от общей сети. После него ток попадает в высокочастотный фильтр и выходит постоянным потоком.
- Фильтр. Представляет собой конденсатор и дроссель. Предназначен для сглаживания выпрямленного тока.
- Выпрямитель. Диод, в который поступает начальный поток тока из общей сети.
Все элементы помещаются в металлический или пластиковый корпус, на котором расположена система управления аппаратом.
Преимущества инвертора:
- КПД у таких аппаратов может достигать 90%. Практически вся энергия, которую потребляет оборудование, уходит на создание и поддержку дуги.
- Потребляемая мощность ниже, чем у моделей с большим трансформатором.
- Небольшие габариты. Малая масса. Благодаря этому использовать сварочный аппарат можно в труднодоступных местах.
- Минимальное количество брызг расплавленного металла в процессе работы.
- Минимальный уровень нагрузки на общую электросистему.
- Возможность подбирать электроды нужной характеристики.
Работать с инвертором просто. Человеку без опыта достаточно попробовать 2–3 раза сварить между собой детали, чтобы понимать, как правильно делать шов.

Инверторный сварочный аппарат
Техника безопасности
Сварочный инвертор считается безопасным инструментом, поскольку все те части, которые могут поразить током, спрятаны в надёжном коробе. Однако есть и другие возможные опасности. Чтобы они не случились, соблюдайте правила.
- Нельзя работать при отрицательных температурах;
- Не допускать попадания влаги в аппарат;
- Производите сварку только в полном комплекте защитной одежды;
- Подготовить рядом с рабочим местом ведро с водой.
В домашнем хозяйстве умение обращаться со сварочным аппаратом является огромным преимуществом. В строительстве или сборке какой-то техники своими руками без сварочного соединения металлических конструкций просто не обойтись. При этом владеет этим навыком ограниченный круг людей, которые прошли специальное обучение. Многие думают, что только на курсах могут дать полезные и важные уроки владения сваркой, хотя на самом деле этого можно достичь, изучая теоретический материал и постоянно оттачивая мастерство.