
Технология производства порошковых красок
Для изготовления материалов используются технологии:
- Сухого смешивания термопластичных ингредиентов. Для приготовления мелкодисперсной композиции не требуется специальное оборудование, но недостатком методики является нестабильное соотношение компонентов. При сухом смешивании невозможно получение качественных смесей при использовании добавок с малым процентным соотношением. В процессе хранении происходит расслоение красок, перед применением требуется повторное перемешивание пудры.
- Соединения компонентов в расплаве позволяет получить однородные составы, обладающие стабильным составом. Для приготовления порошка требуется специальная оснастка, что негативно влияет на стоимость продукта. Технология используется для получения термореактивных красок, но встречаются и термопластичные, полученные путем расплавления ингредиентов.
Особенности качественной покраски литых дисков
В каждой работе есть нюансы, которые отражаются на окончательном результате. Покраска литых дисков не будет исключением.

Чтобы труды автовладельца не были напрасными, необходимо следовать следующим рекомендациям.
- Некоторые автомобилисты не уделяют должного внимания подготовительным операциям. В итоге окрашенная поверхность диска может отслоиться или появятся вздутия и пузыри. Придется всю работу начинать сначала.
- Вздутие поверхности может произойти и из-за неполного высыхания предыдущего слоя грунтовки или краски. Лучше затратить больше времени на сушку, чем впоследствии удалять лакокрасочный слой.
- При окрашивании диска на улице или открытом гараже необходимо следить за капризами погоды. Сухая и ветреная погода хороша для полного высыхания окрашенных деталей, но не подходит для нанесения лакокрасочных материалов. Следы пыли и песка испортят вид литого диска.
- Перед началом покраски дисков помещение должно быть очищено от песка, пыли, абразива и т. д. Тогда мощный поток воздуха от компрессора не поднимет с пола мелкие частички, которые попадут на окрашенную поверхность.
- В теплое время года добавить неприятных хлопот могут назойливые насекомые. При их попадании на свежую краску, не следует предпринимать никаких действий. Возможно, после высыхания удастся удалить дефект полировкой поверхности.
- При окрашивании не нужно спешить и стараться одним слоем укрыть поверхность. От такого желания чаще всего появляются потеки, которые портят внешний вид. Удалить потек можно только после полного высыхания и отвердения материала.
Подводя итог отметим, что привести внешний вид литых дисков в порядок доступно каждому автовладельцу, который любит свое транспортное средство. Для этого нужно выкроить несколько дней для работы и произвести последовательно все описанные мероприятия шаг за шагом. Тогда логичным итогом работы станут сверкающие на солнце литые диски, и ваше глубокое моральное удовлетворение.
Выбор краски
Какую краску выбрать – это один из основных вопросов, которым задается маляр в начале своей карьеры.
Существует 4 вида порошковой краски: полиэфирная, эпокси-полиэфирная, эпоксидная и полиуретановая.
Первая предназначена для наружного применения и окраски изделий, подвергающихся ультрафиолетовому излучению. Она выдерживает большие атмосферные нагрузки.
Эпокси-полиэфирной краской лучше всего окрашивать металлические изделия, которые будут находиться внутри помещения.
Эпоксидную краску стоит использовать для окраски материалов, подвергающихся воздействию химикатов и коррозионно-активных сред.
Полиуретановая краска применяется для защиты поверхности и придания ей определенной структуры.
Характеристика и сферы применения порошкового окраса
Порошковая краска – жидкий состав на базе полимерных смол с отвердителями и модификаторами текучести. Для цвета добавлены пигменты. Температура обработки в камере 200–250 градусов. Технология порошковой покраски применяется для изделий, способных выдержать без деформации температуру, при которой происходит запекание покрытия.
Наибольшее распространение технология получила:
Порошковая краска используется в промышленном производстве металлических изделий
- в промышленном производстве металлических изделий;
- в металлургии;
- в производстве строительных материалов.
Стекло, керамика, МДФ также окрашиваются по этому методу.
Порошковой краской покрывают широкий сегмент товаров и конструкций, в том числе:
- мебель, бытовую технику;
- медицинские инструменты, оборудование;
- спортивный инвентарь;
- листовой металл, алюминиевые профили.
Покрытие дисков порошковой краской
Теперь подготовленные колёса помещаем в бокс, где будет происходить покраска. Это выполняется в боксе для того, чтобы не разлетались в стороны частицы, которые не осядут на обрабатываемом изделии — их можно будет использовать повторно.
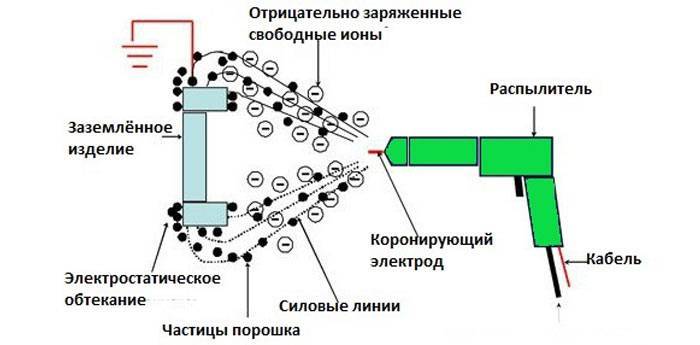
Нанесение порошковой смеси осуществляется методом электростатического напыления. Частицы с электростатическим зарядом посредством пульверизатора попадают на заземлённое колесо. В этом и заключается, собственно, покраска.
После того как вы покрыли диски порошковой краской, необходимо её запечь в специальной печи. Слой краски оплавляется, и образуется плёнка — в этом заключается суть процесса.
Печь, которую вы используете, должна осуществлять автоматический контроль над температурой запекания и периодом, необходимым для этого процесса. Нагревание может выполняться при помощи электронагревателей или газовых горелок.
Выполняя работу своими руками, вы должны знать, что для успешного процесса необходима температура от 150 до 220 0 С. Период запекания порошковой смеси составляет от 15 до 30 минут. Точные показатели можно узнать из справочной литературы — они будут зависеть от размера колёс и материала, из которого они изготовлены.
После того как период полимеризации завершился, колесо охлаждаем на открытом воздухе. После этого можно считать работу завершённой.
Покраска дисков порошковой краской
После того как все условия для самостоятельного проведения восстановительных работ соблюдены, можно переходить к непосредственной обработке дисков, осуществляемой в соответствии с требованиями действующих нормативов.
Перед тем как покрасить диски авто своими руками необходимо внимательно ознакомиться с технологическими особенностями этих процедур. Согласно принятым стандартам, порядок их проведения выглядит следующим образом:
1. Перед началом покрасочных работ поверхности дисков с помощью металлической щётки, наждачной бумаги и растворителя тщательно очищаются от коррозии, остатков старой краски, а также от следов грязи и масляных пятен (абразивная и химическая обработка, включающая обезжиривание).
В случае невозможности удаления въевшейся в металл ржавчины вам придётся организовать её травление, осуществляемое с применением растворов различных кислот (серной, фосфорной, соляной или азотной).
Обратите внимание: при выполнении этих операций особое внимание должно уделяться соблюдению мер предосторожности обращения с химическими реактивами
2. На следующем этапе подготовки поверхности производится её обработка фосфатом хрома, железа или марганца, способствующая улучшению адгезии металла с грунтовым защитным покрытием. По завершении процесса фосфатирования подготавливаемые к покраске диски тщательно промываются тёплой водой, а затем сушатся.
3. Далее переходят к нанесению на поверхность специального грунтовочного покрытия, обеспечивающего улучшение антикоррозийных свойств и адгезии с напыляемым красителем. Для защиты литых дисков, как правило, применяются эпоксидные (эпоксидно-цинковые) грунтовочные составы.











4. По окончании подготовительных работ диски помещаются в специальную покрасочную зону или бокс с ограниченным разлётом распыляемых пистолетом микрочастиц (при этом корпус обрабатываемых изделий надёжно заземляется).
Что такое чип тюнинг двигателя, плюсы и минусы. – здесь больше полезной информации.
5. Нанесение порошковой смеси на обрабатываемые поверхности производится методом электростатического напыления, согласно которому заряженные частицы при разлёте притягиваются заземлённым металлическим диском.
Важно! В процессе распыления порошкового красителя краскопульт или пистолет должен располагаться на удалении примерно 30-50 см от обрабатываемой поверхности.
По окончании нанесения краски диски подвергаются специальной термической обработке (так называемой «полимеризации»), обеспечивающей оплавление защитного слоя и его надёжное сцепление с подготовленным ранее покрытием.
Вас заинтересует эта статья – Аэрография на автомобиле своими руками.
С этой целью они либо помещаются в изготовленную своими руками печь, либо подвергаются высокотемпературной обработке посредством мощных электрообогревателей.
Подготовка поверхности
Для порошковой покраски своими руками одним из важных и трудоёмких этапов является подготовка поверхности. Основные этапы:
- Очистка изделий от загрязнений.
- Выполнение обезжиривания и фосфатирования.
- Обеспечение защиты от появления ржавчины.
На видео: порошковая краска.
Технология подготовки поверхности будет рассмотрена на конкретном примере: нанесение суппортов и обновление дисков порошковой краской. Перед тем как нанести порошковую краску, суппорты или диски должны быть очищены от следующих видов загрязнений:
- органические остатки, то есть, смазочные материалы, смазки антикоррозийного направления и прочее;
- грязь неорганическая (ржавчина, окалины или нагары);
- комбинированные загрязнения.
В зависимости от типа грязи и степени загрязнения, применяют следующие типы очистки:
Механическая или абразивная. При её реализации используют такие инструменты: щётка с металлической щетиной или наждачная бумага.
Химическая очистка. Название говорит само за себя. При её выполнении изделия погружают в специальный химический раствор или обрызгивают им и очищают с помощью щёток и тряпки.
Оборудование для домашнего использования
Для того, что бы покраска малогабаритных деталей и изделий была достаточно хорошего качества, нужны:
- специально оборудованная камера или помещение (в зависимости от габаритов изделия). Должно быть максимально очищено от пыли – нужен пылесос с насадкой «циклон»;
- качественный источник электричества, выдерживающий большие нагрузки;
- для сушки (полимеризации) – печь. Для мелких изделий можно использовать бытовую электрическую духовку с температурным режимом до 300 гр С, (готовить в ней пищу запрещено);
- электростатический пистолет для распыления, работающий под давлением не менее двух атмосфер;
- компрессор (давление до пяти атм.);
- спецодежда, респиратор, перчатки, очки.

Требуемые материалы и оборудование
Итак, дадим подробное описание технологии порошковой окраски металла. Для создания на нем прочного слоя напыления понадобятся:
- печь (камера) для полимеризации: ее можно изготовить самому или приобрести в специализированном магазине;
- пистолет-распылитель: так как стоит подобное устройство немало, его можно также собрать из преобразователя, часто используемого в зажигалках для газовых плит, блока питания и обычной пластиковой бутылки;
- естественно, сама краска.
Печи для сушки потребуется подключить к источнику напряжения, равному 25 кВт. В работе она будет выдавать 6 кВт, на разогреве чуть больше – 12 кВт. Для ее изготовления понадобится толстый листовой металл для корпуса, ТЭНы, вентилятор тангенциального типа, в котором воздушные массы будут перемещаться в одном направлении, а также любой негорючий теплоизолятор для обшивки.
Нагревательные элементы располагают параллельно друг другу на противоположных стенках печи. Основная часть вентилятора крепится вне камеры. Его наваривают таким образом, чтобы выход был узким, а вход достаточно широким. В сушильной печи также необходимо сделать отдельную камеру для напыления. Для обработки крупных деталей лучше предусмотреть тележки рельсового типа.
Достоинства и недостатки
 Неслучайно метод окрашивания объектов с использованием порошковой краски пользуется большой популярностью не только у строителей, но и у многих домашних мастеров. Ведь он обладает такими важными достоинствами, как экономичность и экологическая чистота, в чём заметно превосходит традиционную жидкую краску. Объясняется это отсутствием в составе порошковой краски опасных для здоровья растворителей и более медленным расходом. Все не сумевшие закрепиться после распыления на обрабатываемой поверхности частички краски можно собрать и использовать в дальнейшем для окрашивания других объектов.
Неслучайно метод окрашивания объектов с использованием порошковой краски пользуется большой популярностью не только у строителей, но и у многих домашних мастеров. Ведь он обладает такими важными достоинствами, как экономичность и экологическая чистота, в чём заметно превосходит традиционную жидкую краску. Объясняется это отсутствием в составе порошковой краски опасных для здоровья растворителей и более медленным расходом. Все не сумевшие закрепиться после распыления на обрабатываемой поверхности частички краски можно собрать и использовать в дальнейшем для окрашивания других объектов.
Плюсы материала
Основными достоинствами порошковой краски можно назвать следующие:
- Отсутствие неприятного запаха, которым обладает его жидкий аналог.
- Сухие краски не склонны к самовозгоранию.
- Процедура окрашивания требует минимум времени.
- В случае получения не совсем удачного результата изделие легко перекрасить.
- Окрашивание проводится в один этап.
- Прекрасно ложится даже на не очень ровное покрытие.
- Лакокрасочное покрытие получается очень равномерным.
- Перед окрашиванием не приходится наносить грунтовочный слой.
- Сухие краски не подвержены коррозионным процессам и температурным перепадам.
Минусы окрасочного состава
В то же время эта технология имеет и ряд существенных недостатков:
- Невозможность использования для деревянных и пластмассовых конструкций.
- Для окрашивания крупных объектов необходимо большая печь для полимеризации.
- Трудности с получением тонкого слоя окрасочного материала.
- Высокая цена.
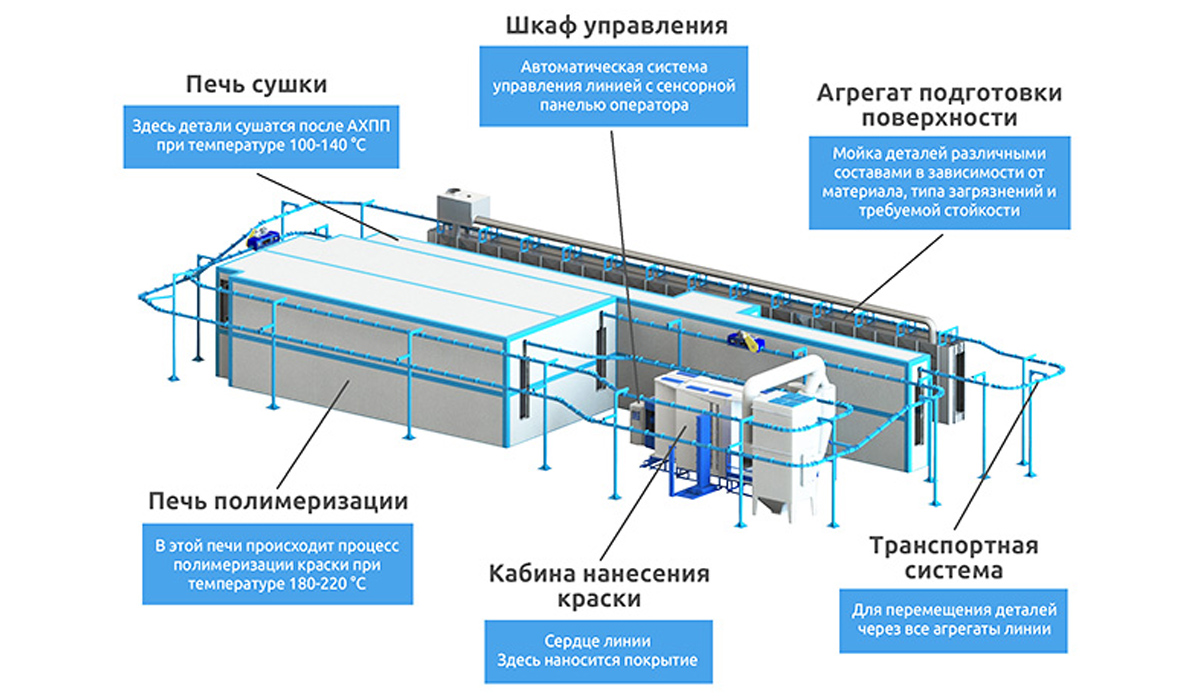
Порошковая окраска металлических изделий: технология процесса и основные этапы
Технологический процесс порошковой покраски разделяются на следующие этапы:
- подготовка окрашиваемой поверхности;
- нанесение краски в виде порошка;
- формирование жидкой плёнки при высокой температуре;
- химическое отверждение плёнкообразующего материала (при использовании термореактивных красок);
- окончательное формирование покрытия.
Подготовка поверхности
При подготовке окрашиваемой поверхности следует учитывать, что необходимо обеспечить не только смачиваемость с жидкой фазой плёнкообразователя, но и равномерное распределение порошковых материалов при напылении
Уделяется внимание как удалению всевозможных поверхностных загрязнений, так и обеспечению поверхности необходимой шероховатости. Дополнительно к механическим способам подготовки поверхности могут использоваться и химические, такие как обезжиривание, травление или фосфатирование
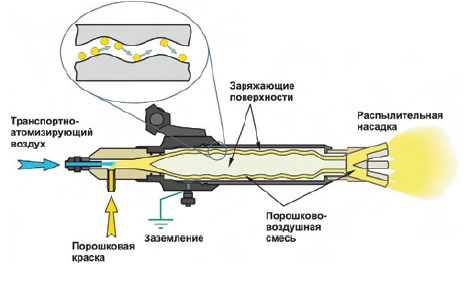
Нанесение порошковых материалов
Порошковая окраска металла осуществляется:
- электростатическим напылением;
- погружением во взвешенный слой электризованного порошка;
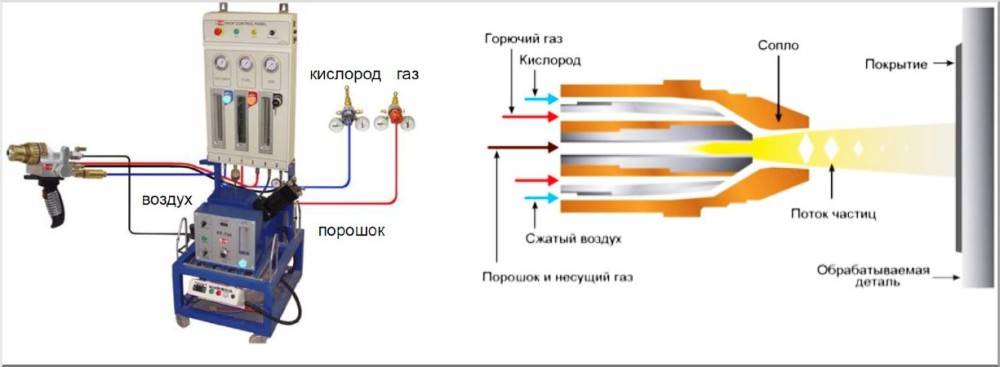
- газопламенным способом.
Благодаря своей простоте и универсальности, наибольшее применение получило нанесение краски электростатическим напылением. Для плоских поверхностей могут использоваться специальные магнитные щётки-валики по технологиям, используемыми в копировальной технике. Окунание в «кипящий слой» используется на автоматических линиях при конвейерном производстве однотипных изделий. Газопламенный способ из-за чрезмерной неравномерности слоя и свойств получаемого покрытия распространения не получил. Существующее плазменное напыление отличается применением низкотемпературной плазмы для нагрева частиц и использованием инертного газа; ограничивается использованием термостойких порошков при нанесении тонких покрытий на термостойкие материалы.
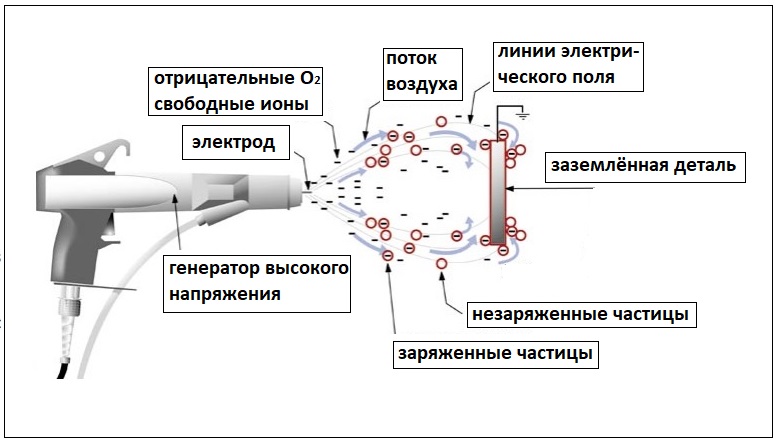
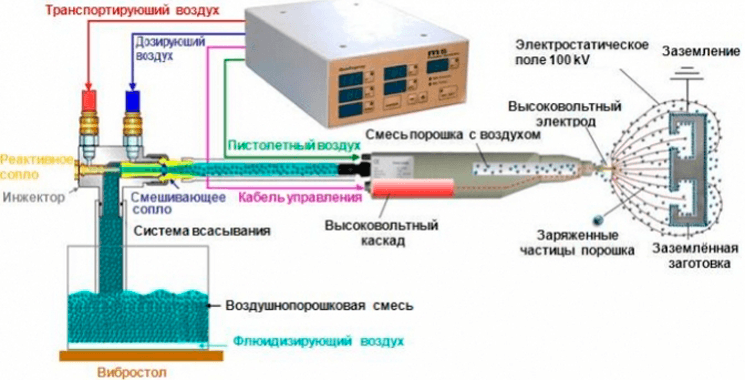
Удержание и равномерность распределения на поверхности металлических изделий порошковых материалов обеспечиваются за счет электростатических сил взаимодействия заряженных частиц краски и «электронейтральной» поверхности. Перед напылением частицы краски в пистолете получают электрический заряд:
- в поле коронарного заряда, создаваемого электродом;
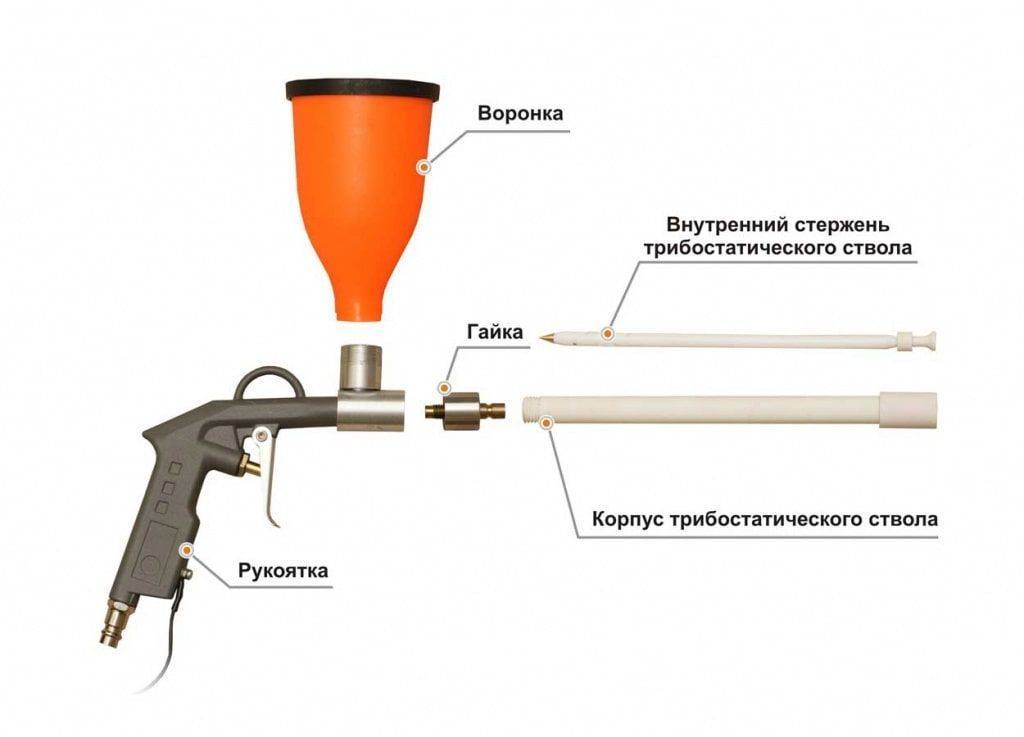
- за счет трения о поверхность оборудования.
Заряд частиц, как правило, отрицательный, величина заряда должна соответствовать оптимальному диапазону, позволяющему удерживать частицы на поверхности до образования жидкой плёнки и не нарушающему технологию нанесения. Регулируется характеристиками электрода или скоростью движения частиц при трении о поверхность оборудования, площадью и материалом поверхности.
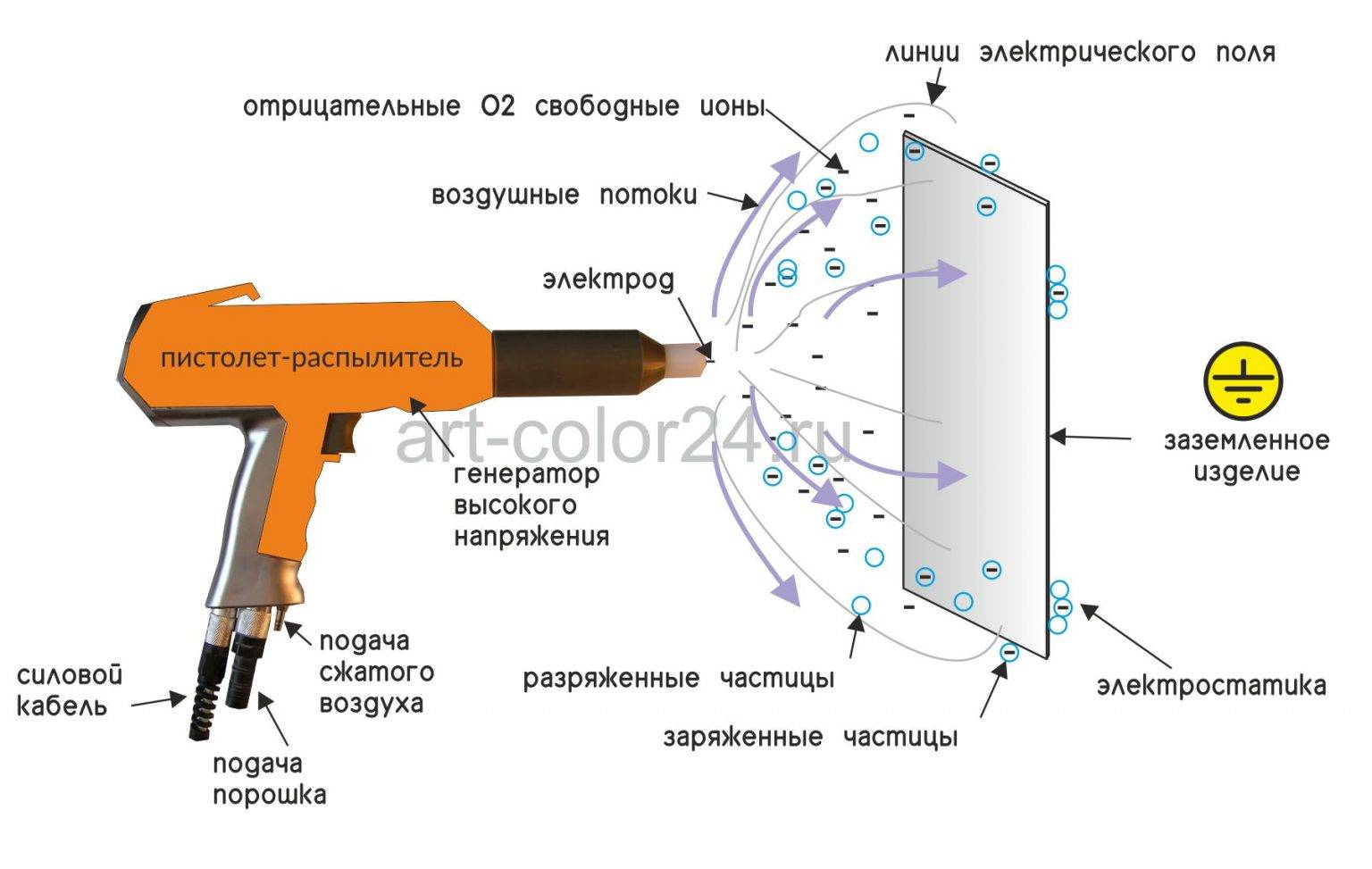

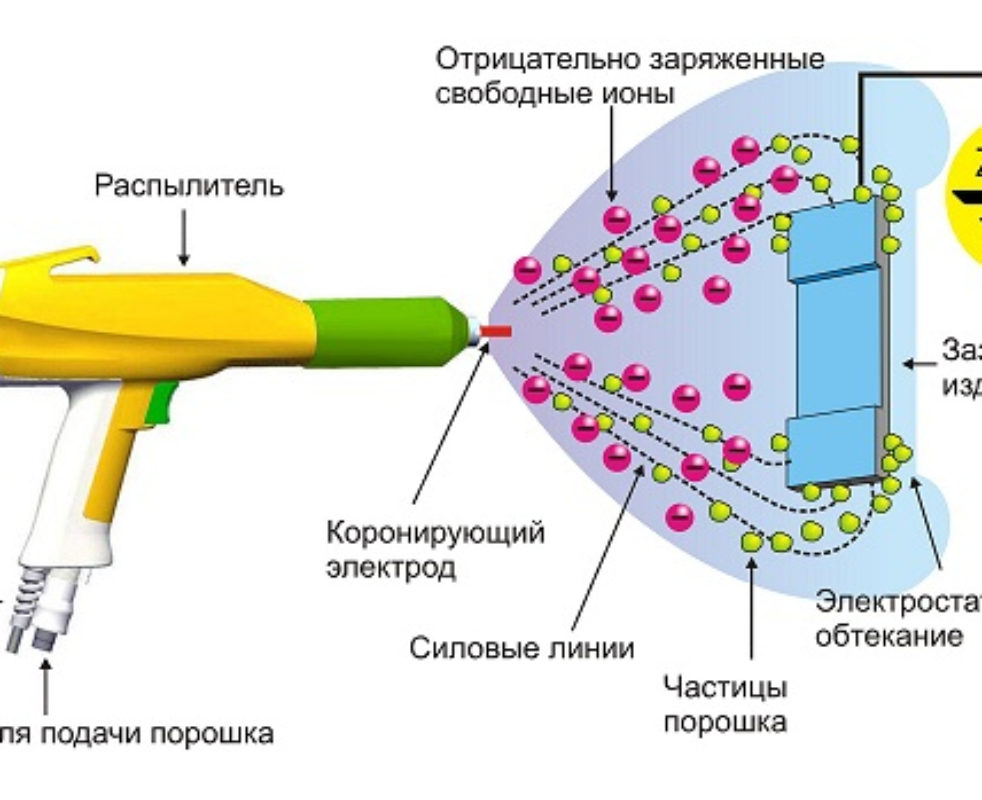



При электростатическом напылении покрытия одинаково качественно формируются на горизонтальных и вертикальных поверхностях. Нулевой заряд металлического изделия обеспечивается заземлением.
Формирование жидкой плёнки
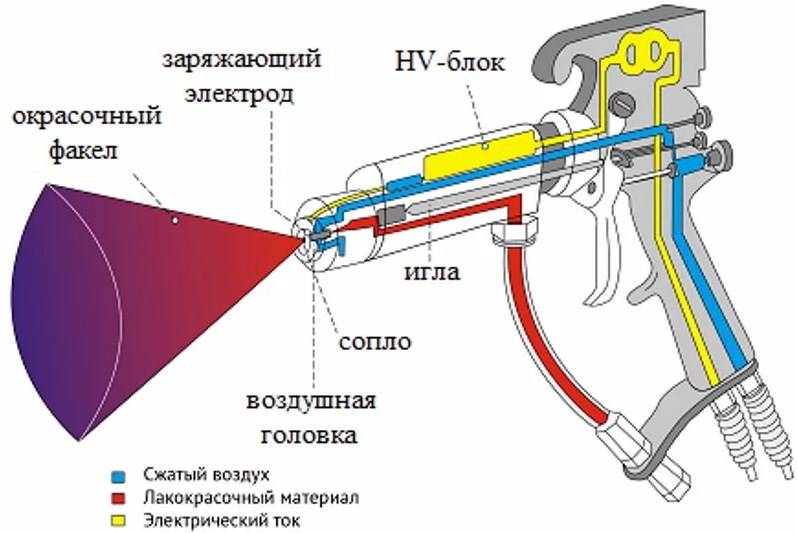
Технология нанесения порошковой краски
Пленкообразование происходит при нагреве порошковых материалов до вязко-текучего состояния, при этом происходит:
- деформация и вязкое течение материала;
- удаление воздуха;
- смачивание жидким материалом поверхности подложки.
При производстве труб и металлического профиля используется нанесение порошка в «кипящем слое» на предварительно нагретые заготовки, процесс формирования жидкой плёнки происходит за счет аккумулированного тепла или дополнительного нагрева.
В случае использования термореактивных красок при высокотемпературной выдержке дополнительно происходит химическое отверждение жидкой плёнки за счет полимеризации или поликонденсации плёнкообразователей. Это удлиняет время высокотемпературной выдержки, повышает затраты и снижает производительность. Существуют составы на основе термореактивных смол, ускоренное отверждение плёнок которых происходит при ультрафиолетовом облучении.
Окончательное формирование покрытия
Итоговое формирование пленки происходит при охлаждении изделия. Условия могут отличаться как скоростью охлаждения, так и средой. Прочностные характеристики покрытия и силы адгезии, в зависимости от условий формирования, может изменяться на десятки процентов. При этом для разных видов полимеров практикуется ускоренное и замедленное охлаждение . Охлаждение покрытия в пластифицирующих полимерных средах может снизить внутренние напряжения покрытия до нуля.
В отличие от термореактивных, термопластичные краски позволяют легко устранять дефекты покрытия с использованием повторного «спекания».
Несмотря на сложность колеровки, некоторые производители предоставляют порошковые краски до 250-ти цветов по таблицам RAL.
Выбор краски
Какую краску выбрать – это один из основных вопросов, которым задается маляр в начале своей карьеры.
Существует 4 вида порошковой краски: полиэфирная, эпокси-полиэфирная, эпоксидная и полиуретановая.
Первая предназначена для наружного применения и окраски изделий, подвергающихся ультрафиолетовому излучению. Она выдерживает большие атмосферные нагрузки.
Эпокси-полиэфирной краской лучше всего окрашивать металлические изделия, которые будут находиться внутри помещения.
Эпоксидную краску стоит использовать для окраски материалов, подвергающихся воздействию химикатов и коррозионно-активных сред.
Полиуретановая краска применяется для защиты поверхности и придания ей определенной структуры.

Общие сведения
Подобная технология нанесения потребует особого оборудования, а еще, намагничивание краски является не единственной технологической особенностью. После нанесения лакокрасочного состава происходит этап полимеризации, а точнее разогревания до определенной температуры.
Достоинства порошковых покрытий
На самом желе, данный раздел статьи легко мог занять несколько страниц, потому что у красок порошкового типа попросту не конкурентов и по долговечности, и по качеству
Но для того, чтобы не утомить читающего перечислением всех очевидных качеств, предлагаем остановить внимание лишь на самых основных и характерных особенностях,. которые есть только у такого материала:
которые есть только у такого материала:
- За счет высокой степень адгезии краски с окрашиваемым изделием на поверхности получается не просто тоненькая пленка, как при использовании обычных красок, а полноценное покрытие, которое связано на молекулярном уровне. Этап намагничивания, а еще и полимеризация будут попросту внедрять краску в металлическую структуру.
- Повредить механическим способом порошковое покрытие почти нереально, потом что краска становится одним целым с изделием, а при деформировании последнего она тоже начинает принимать форму и конфигурацию.
- Очень часто при окрашивании изделия со сложными формами, можно столкнуться с проблемой непрокрашивания в местах, которые очень узкие или маленькие, и краскопульт туда не достает. У порошковой краски нет таких недостатков, потому что в процессе полимеризации краска начинает самостоятельно растекаться по самому изделию, и попадает во все полуоткрытые места.
- Покрытию порошкового типа нестрашна не просто влага, а еще и круглосуточный контакт с водой. Именно за счет такого качества, этой краска часто окрашивают машины или отдельные автомобильные детали, которые нуждаются в особой защите, к примеру, расположены на самом дне.
- Учтите, что покраска порошковой краской своими руками никогда не бывает трудной, а вот потеки от обычной краски на поверхности являются еще одной трудностью, если нет соответствующего опыта работа в малярном деле. Но с порошковыми средствами проблем нет, так как при полимеризации краска начинает растекаться по поверхности и самостоятельно принимает требуемое положение.
- Устойчивые полимеры в составе красителей порошкового типа не реагируют на воздействие лучей ультрафиолета, а, следовательно, покрытие не будет выгорать на солнце, и не потеряет спустя время красоту внешнего вида.
Полезный совет! Даже если вы обладаете опытом работы с жидкими красками, перед тем, как приступить к окрашиванию порошком, лучше заранее потренироваться на чем-то, так как тут будет отличаться не просто процесс нанесения, но и появится определенная специфика, которую следует учесть при работе.
Недостатки
И все же, приступая к работе, стоит о них знать и учитывать.
- Определенная сложность покрытия краской поверхностью связана не просто с покупкой особого оборудования, а еще и наличием опыта, когда все особенности технологии будут доведены до автоматизма.
- Из-за высокого уровня плотности и адгезии лакокрасочных материалов с поверхностью, удалить старое покрытие будет достаточно сложно, даже несмотря на то, что есть особые смывки для порошковой краски, которые хоть и облегчают работы, но незначительно.
- С учетом того, что стоимость самих красителей достаточно высока, стоимость готового изделия из-за этого вырастает в несколько раз, и хотя для бизнеса это больше плюс, чем минус, но при необходимости выполнения разовой окраски рентабельность мероприятия сомнительная.
- Инструкция по нанесению предусматривает достаточно много пунктов, и каждый следует выполнять безукоризненно. В противном случае, покрытие будет некачественным и потребуется начать все заново.
- Подготовительный этап для поверхности под порошковое окрашивание должно быть выполнено с особой тщательностью, потому что если на поверхности останутся недочеты, все они станут проявляться в будущем, и нарушат адгезию покрытия с изделием.
Оборудование для покраски – какие инструменты потребуются?
В процедуре порошковой окраски нанесение красящего средства – не конечный этап. Чтобы состав надежно схватился с поверхностью, изделие потребуется нагреть в специальной печи.
 Покраска осуществляется с помощью электростатического распылителя
Покраска осуществляется с помощью электростатического распылителя
Для нанесения краски потребуется герметичная камера, в которой будет выполняться работа. Для распыления потребуется электростатический распылитель. Благодаря наличию статического электричества, краска будет равномерно распределяться по любой конструкции.
Для процедуры также понадобится компрессор, который следует подключать к камере для покраски. На больших производствах в число необходимого также входят устройства для перемещения окрашенных предметов. Это необходимо в случаях окраски крупных и тяжелых конструкций.
2 Что потребуется для работы
Покраска дисков порошковой краской, выполненная собственноручно, как и с другими деталями, требует подходящего помещения. Стены и пол должны легко мыться и очищаться от возможных сопутствующих загрязнений. Освещение обеспечивается КЛЛ – такие лампы не нагреваются, поэтому при попадании на них краски она не будет плавиться. Необходимые инструменты – красящий пистолет-распылитель, источник постоянного тока, мощностью до 25 кВт, печь полимеризации порошковой краски своими руками.
Изготовление печи возможно в домашних условиях из простых материалов, поставляемых строительными магазинами. Конструкция с печкой собирается внутри корпуса с габаритами 1х1х2 м. Этого достаточно при запекании некрупных элементов. Процесс сборки камеры для порошковой покраски дисков своими руками выглядит так:
- В сборке каркаса короба используют профильную трубу. Обеспечить дополнительную защиту позволит вскрытие термостойкими версиями красящих смесей. Такой ход также позволяет придать конструкции привлекательный внешний вид и установить ее внутри помещения.
- Утеплитель обеспечивает поддержание температуры. При его формировании применяют минеральную вату, оставляя окошко, через которое подаются объекты внутрь. Она не горит и обладает высокими показателями термоизоляции, надежно удерживая тепло внутри камеры.
- Внешняя обшивка выполняется металлическими листами, которые закрепляются максимально плотно к каркасу. На внутренней верхней стороне приваривают кронштейны, на которых закрепляют окрашиваемые изделия.
- Нагреватели. По камере равномерно распределяют ТЭНы, термопары. Для разработки схемы подключения к электросети лучше воспользоваться помощью квалифицированного электрика. Для нагревательных элементов обеспечивается защита посредством кожуха.
- Вентиляция. Оборудуется для подачи воздуха в камеру через отверстия кожухов. Лучшим вариантом станет тангенциальный вариант.
- Подключение электрических систем, контроллеров температуры. Осуществляется по схеме к источникам питания 220В или 380В. Подойдет централизованная бытовая электросеть.
- Электрические элементы после монтажа закрываются листовой сталью, обеспечивающей защиту от попадания внешних загрязнений, красителя.
- Внешняя вентиляция оформляется таким образом, чтобы циркуляция осуществлялась снизу-вверх через закрепленные на кронштейнах детали (например, литой диск).
Для работы с такими агрегатами необходимо приобрести спецодежду для защиты от электрического тока, высокой температуры. Обязательно выполнить заземление – в противном случае покрасить не получится, поскольку фракции не будут электризоваться.
Подготовка поверхности
Закупив или сделав самостоятельно необходимые приборы и обустроив помещение, можно начинать подготовку поверхности к красочной обработке
На этом этапе необходимо проявить максимальное внимание, поскольку от качества предварительной обработки зависит адгезия материалов, надежность покрытия
Все подвижные элементы конструкции, соединения и метизы необходимо демонтировать, чтобы они не склеились. Покраска литых изделий в домашних условиях требует тщательной очистки от внешних загрязнений. Первым этапом выполняют мытье водой с добавлением моющего средства. Это позволяет устранить поверхностную грязь.





Подготовка основного и вспомогательного оборудования
В качестве механизма подачи красителя к месту обработки и его равномерного распределения по поверхности дисков желательно применять устройства промышленного класса (пистолет для порошковой покраски плюс компрессорная установка). В домашних условиях дорогостоящие покрасочные агрегаты удобнее всего арендовать на время проведения основных работ.
Кроме того, с целью энергоснабжения основного и вспомогательного оборудования (термической печи, компрессора, системы обогревателей и освещения) к выбранному помещению должна быть подведена мощная электропроводка.
При соблюдении указанных условий известные приёмы сушки и полимеризации окрашиваемых поверхностей могут быть реализованы следующими способами:
- в простейшем случае – за счёт применения системы электрических обогревателей достаточно высокой мощности;
- при более профессиональном подходе – с помощью специальной печи для порошковой покраски обрабатываемых изделий.
Понятно, что реализация второго варианта связана с большими материальными и трудовыми затратами, даже при условии, что вы арендуете печное оборудование на время проведения комплексных работ.
При этом самостоятельная покраска дисков всё равно обойдётся вам дешевле, чем в случае обращения в ремонтную автомастерскую.
В качестве одного из вариантов профессионального подхода к обустройству печи, обеспечивающей качественную полимеризацию красителя, может рассматриваться случай её изготовления своими руками. С порядком её сборки и подключения к сети вы сможете ознакомиться в наших будущих статьях.
Тем же, кто решил заняться порошковой покраской в домашних условиях и обойтись при этом без специальной печной конструкции, советуем обратить внимание на возможность применения обычных электрообогревателей. При выборе этого варианта не следует забывать о том, что нарушение правил эксплуатации электрических приборов может привести к короткому замыканию в проводке и её возгоранию.
При выборе этого варианта не следует забывать о том, что нарушение правил эксплуатации электрических приборов может привести к короткому замыканию в проводке и её возгоранию.
Вот почему ещё на стадии подготовительных мероприятий следует побеспокоиться о качестве электропроводящих кабелей и тщательно проверить режимы работы всех подключаемых к ним устройств.
Обратите внимание: К перечисленному оборудованию следует добавить мощный пылесос с насадкой типа «циклон», посредством которого вы сможете обеспечить максимальную чистоту воздуха в зоне покраски. Потребность в этом бытовом устройстве, как правило, возникает в случаях, когда окрасочная камера не оборудована полноценной вентиляцией