
Содержание твёрдых компонентов в лаке (сухой остаток после отвердевания)
С 2004 года директива ЕС ограничила содержание летучих органических соединений VOC в лакокрасочной продукции. Производители стали изготавливать свои продукты в соответствии с требованиями экологических норм. Так появились лакокрасочные материалы с более низким содержанием растворителей и высоким содержанием твёрдых веществ. Можно выделить три категории лакокрасочной продукции по содержанию в них твёрдых компонентов. Не существует официальных принципов, предписывающих отличать одну категорию от другой, однако, общеизвестное правило выглядит следующим образом:
- Краски с низким содержанием твёрдых частиц (Low solids). В них наличие твёрдых частиц составляет примерно до 30%
- Краски/лаки со средним содержанием твёрдых частиц (Medium solids) — 30% — 45%
- Краски/лаки с высоким содержанием твёрдых частиц (High-solids) – 45- 65%.
- UHS или VHS (ультра- или очень высокая концентрация твёрдых веществ) –твёрдых компонентов более 60 и может доходить до 88%.
В красках с низким содержанием твёрдых компонентов после испарения растворителя может оставаться не более 40% сухого остатка.
В продаже можно встретить автомобильные лаки с обозначением MS, HS, UHS, то есть со средним, высоким и ультра высоким содержанием твёрдых компонентов. Они соблюдают нормы выбросов летучих веществ. Это один из параметров, по которому можно отличать и выбирать лаки. Однако, это не 100%-ный показатель качества. Проблема заключается в том, что нет чёткого различия между продуктами MS, HS и Ultra HS. Фактически производитель может назвать свой лак HS, даже если он содержит низкую концентрацию твёрдых компонентов. На рынке можно наблюдать низкое качество лаков под названием HS или VHS, что вызывает много недоразумений и ложных ожиданий. При выборе стоит учитывать бренд, которому Вы доверяете.
Допустим, мы используем автомобильный качественный лак зарекомендовавшего себя бренда. Давайте разберёмся, что представляют собой различные лаки с разной концентрацией твёрдых компонентов, как они наносятся, какую плёнку дают после отвердевания.
- MS (среднее содержание твёрдых частиц) — частицы смолы большего размера по сравнению с HS или UHS лаками. Количество разбавителя, необходимое для получения нужной вязкости при распылении, должно быть примерно на 20% больше.
- HS (с высоким содержанием твёрдых компонентов) растворителя содержится меньше, поэтому для поддержания хороших распыляющих свойств молекулярная масса используемых смол была снижена, что снижает вязкость.
- UHS или VHS (ультра- или очень высокое содержание твёрдых частиц) — размер частиц смолы еще меньше и, следовательно, можно уменьшить на 10% растворитель.
Как отличаются лаки с разным содержанием твёрдых компонентов при нанесении?
- MS наносятся в 2 — 3 слоя. Эти лаки обеспечивают простоту применения. Обычно MS лак легче распылять, он может легче растекаться, не образуя шагрень. Однако через некоторое время он может давать просадку. После отвердевания может ухудшаться блеск.
- HS наносятся в 2 слоя. Сокращение количества растворителей в лаках HS приводит к его более короткому сроку службы после разведения. Их сложнее нанести без шагрени. Обеспечивают более толстую плёнку после отвердевания, меньше просаживаются, чем MS.
- UHS или VHS – распыляется 1 туманный слой и 1 полный.
Автомобильные лаки содержат смолу, добавки, растворитель, отвердитель. Объём твёрдых частиц — это объем лака после испарения растворителя и затвердевания.
Автолаки HS с большой концентрацией твёрдых веществ имеют некоторые явные преимущества по сравнению с MS.
- Улучшенная коррозионная стойкость;
- Быстрее сохнут;
- Дают меньшую усадку после высыхания, большую толщину плёнки;
- Проще использовать внутри помещения, так как меньше испаряется летучих веществ, меньшая пожароопасность;
- Отличный блеск после отвердевания.
Плюсы и минусы технологии УФ-отверждения
Способ ультрафиолетового отверждения экологичный. Иные плюсы сегодняшней технологии:
- небольшой период схватывания лака или краски;
- большая продуктивность;
- экономность, из-за того что сушка готовых изделий не занимает времени;
- использование частями, к примеру, окрашивание конкретного участка поверхности;
- вторичное применение остатка ЛКМ или стекшего лакокрасочного материала;
- нанесения тоненьким слоем достаточно для отличного качества готового изделия;
- надёжность и устойчивость покрытой краской поверхность;
- небольшая взрывоопасность;
- безопасность для здоровья.
У технологии УФ-отвердения есть и недостатки:
- применение на автоматизированных линиях возмещается лишь в случае высоких производственных объемов;
- цена лакокрасочных материалов выше подобных сольвентных или фолиевых;
- если необходимо красить неплоские поверхности, сушка занимает времени больше;
- для достижения отличного качества процесс отверждения обязан быть замедлен.
Также, если на красящейся поверхности образовались изъяны слоя, к примеру, подтеки, капли, очень часто они неустранимы.
На рынке лакокрасочных материалов есть несколько типов красящих составов, которые сохнут под влиянием ультрафиолетовых лучей.
Специфика ЛКМ УФ-отверждения
В печатных цехаъх применяют акриловые, водоразбавимые, а еще лаки полиэфирного типа и красочные средства, которые отверждаются ультрафиолетовым излучением.
Акриловые
Такие типы красок буквально за несколько минут просыхают и отличаются высокой степенью реактивности, а еще имеют практически 100%-ный сухой остаток. В составе есть ультрафиолетовых отвердитель, а прочность и твердость полученного слоя дают возможность применять материалы при окрашивании покрытий паркетного типа. Они полностью экологичные, и во время просыхания практически не выделяют испарения. Но при контакте с открытой кожей они способы нанести вред, и потому производить работы с лакокрасочными акриловыми составами следует в респираторе, перчатках и очках. Из-за высокой степени вязкости акриловые лакокрасочные материалы нельзя наносить методом распыления.
Полиэфирные
Такие лаковые составы и краски недорогостоящие, но для идеального просыхания требуется обдувание. Отверждаются при воздействии огромного количества ультрафиолетовых ламп. Подойдут для нанесения посредством распыления, и слои лакокрасочного материала имеют свойство желтеть при отверждении ультрафиолетом.
Водоразбавимые
Характеристики таких материалов следующие:
- Высокое качество.
- Экологичность.
- Безопасность.
Обратите внимание, что лакокрасочные материалы водоразбовимого вида не желтеют, а еще пригодны для распыления. При просыхании они образуют прочные пигментные слои с высоким качеством
Они в полной мере безвредные при попадании на открытые участки кожного покрова. Еще они куда дороже. Чем полиэфирные и акриловые средства, и для них требуется конвективная сушка.
Для вас мы подготовили таблицу сравнения полиэфирных, акриловых и водоразбавимых красок ультрафиолетового отверждения.
| Наименование | Степень реактивности | Экологичность средства | Цена | Недостатки |
Акриловые | Высокая | Не способны выделять испарения, а также наносят вред при контакте с кожными покровами | Средняя | Недопустимо распылять |
Полиэфирные | Низкая | Экологичные | Средняя | Начинают желтеть при просыхании, и для полного отверждения требуется пройти стадию обдува, а также туннель |
| Водоразбавимые | Высокая | Экологичные, не наносят вред при контакте с кожным покровом | Высокая | Требуется особое конвективное просушивание |
Специфики красок
Краска ультрафиолетового отверждения разнится от обычных, основанных на растворителях составов, способностью высыхать и «схватываться» практически очень быстро. Прочие особенности УФ-красящих материалов:
- жёсткая структура;
- более вязкая, липкая;
- неуязвима к проявлениям влаги;
- не истирается так быстро, как сольвентные краски;
- застывает (сохнет) исключительно под влиянием Излучения ультрафиолетовых лучей.
В составе УФ-отверждаемых чернил:
- пигмент или краситель, который придаёт доминирующий цвет покрытию;
- специальное жидкое связующее, которое преобразуется в твёрдую пленку, полимеризуется под влиянием Ультрофиолетовых лучей;
- фотоинициатор, который участвует в химреакции полимеризации или отверждения красочного слоя;
- УФ-отвердитель — это олигомеры, они собой представляют вязкие вещества, отвердевающие под влиянием ультрафиолетовых лучей;
- мономеры — растворители, растительные масла;
- добавки, воски и наполнители.
На заметку! Красящий состав являет собой порошок из отверждаемых полимерных материалов, который нагревается, расплавляется и образовывает прочную пленку на бумажном носителе, пластмассе или древесине.
Любопытная характерность красок ультрафиолетового отверждения в том, что на белом материале слой крепится быстрее, а на темном — очень медленно, из-за того что яркий фон отталкует УФ-излучение, а черный, наоборот, поглощает.
На что обратить внимание при выборе

Привлекательный маникюр — неотъемлемая составляющая каждой женщины. Использование гель-лаков позволяет сделать акцент на ногти и менять оттенок в зависимости от освещения в помещении. В целом отражающие лаки не в чем не отличаются от обычной продукции








Однако, мастера маникюра рекомендуют обращать внимание на следующие нюансы:
- Пигментация. Данный критерий отвечает за яркость оттенка. Различают плотную, среднюю и полупрозрачную. При плотной пигментации необходимого оттенка можно достичь, если нанести один слой. Для средней пигментации рекомендовано использовать не более 2 слоев. Полупрозрачные лаки чаще всего используются для комбинации с другими оттенками.
- Цвет. Светоотражающие гели производятся в более приглушенных оттенках. Связано это с наличием светоотражающих частиц. Особенностью таких продуктов является то, что в дневном свете покрытие излучает небольшое мерцание. При искусственном освещении ногти мерцают яркими частицами.
- Текстура. Данный критерий отвечает за то, как будет ложиться лак. Предпочтение следует отдавать продукции со вредней текстурой. Таким образом можно избежать резких переходов.
Также очень важно выбирать продукцию от известных фирм, которые неоднократно доказывали качество своего товара и заслужили положительные отзывы от пользователей
На что обратить внимание при выборе лампы для сушки
Для отвердевания фотополимерной смеси достаточно выйти с деталями на улицу. Но солнца будет недостаточно. Процесс склеивания затянется на долгое время. Скорость и качество склеивания зависят от правильно подобранной лампы.
- размер лампы должен быть не меньше длины соединения деталей;
- чем толще стекло, тем сильнее излучение;
- УФ-излучение вредно для человека, от него надо защищаться.
Оптимальный диапазон длин волн светильника 330-420 Hm. В домашних условиях склеиваются мелкие детали, такая мощность обеспечит проникновение лучей и отвердевание клея.
Источники ультрафиолетового излучения
 Источником ультрафиолетового излучения являются:
Источником ультрафиолетового излучения являются:
- микроволны безэлектродных излучателей ультрафиолета;
- лампы со ртутью – баллоны из кварца с металлической ртутью низкого, среднего и высокого давления);
- люминесцентные лампы;
- ксеноновые лампы;
- кварцевые излучатели ультрафиолета;
- светодиодные излучатели ультрафиолета.
Однако, каким бы не был УФ-излучатель, он должен излучать с частотой излучения, которая соответствует частоте поглощения фотоинициатора (он отвечает за реакционную способность лаков и красок, а также за требуемую дозировку ультрафиолетового излучения). Можно применять лампу с широким спектром, но нельзя забывать про ее недостатки (потребляет много энергии, образует вредный для человека озон при работе). При правильном подборе УФ-излучателя будет оптимизирован процесс отвердения покрытия из лака либо краски.
Механизмы закрепления УФ-красок
Традиционные чернила «прилипают» к основе лучше ультрафиолетовых, так как в их состав входят связующие смолы и декапированные масла. Бумага поглощает составляющие, и вязкость печатных материалов повышается. Механизм закрепления УФ-составов иной.
Типографии работают по двум базовым схемам:
- Для впитывающей основы — УФ-сушка на приемке. Линия с 2—3 светильниками мощностью до 200 Вт/см понадобится при печати триадой. Если нужно увеличить число секций или использовать белила, количество сушек растет.
- Для невпитывающих поверхностей — по одной лампе после каждой секции, плюс сушка на приемке.
Вторую схему рекомендуют использовать и при работе с высококрасочным рисунком. Тогда ультрафиолетовое излучение проникнет во все слои и поверхность правильно полимеризуется.
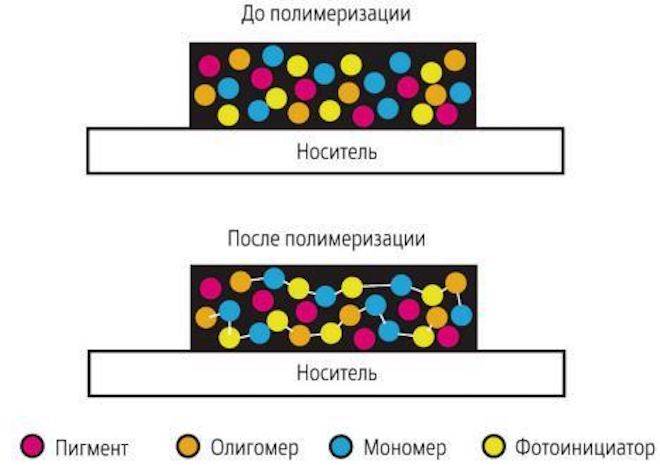 УФ-отверждаемые чернила до и после полимеризации
УФ-отверждаемые чернила до и после полимеризации
Фиксация — результат кислородного окисления и полимеризации связующих элементов. В УФ-составах много сиккативов, акрилатных олигомеров, и поверхность «схватывается» за секунды. При работе с невпитывающими поверхностями в чернила для ультрафиолетовой обработки добавляют полиэфир или полиуретанакрилат. Эти вещества увеличивают адгезию.
На видео показан процесс печати УФ-красками на чехлах для телефонов:
Акриловая революция
С акриловыми ЛКМ наши маляры впервые познакомились в начале девяностых, хотя в других странах акрил на тот момент использовался наверное уже лет 30.
Попробуем разобраться, чем же так революционен акрил. Для начала взглянем на тару, в которой продаются эти ЛКМ.
В отличие от эмалей, рассмотренных выше, здесь мы видим перед собой уже не одну, а две банки: в одной — основа, в другой — отвердитель.
Компоненты акриловых ЛКМ, в отличие от меламиноалкидных, хранить в одной емкости не получится, поскольку они тут же вступят в реакцию. Поэтому эти продукты поставляются в двух упаковках, содержимое которых смешивается непосредственно перед применением. Это — двухкомпонентные материалы (2K).
Допустим, мы смешали компоненты и нанесли акриловую эмаль или лак. Чтобы понять, как происходит отверждение, нам нужно познакомиться поближе с каждым из компонентов.
Первый компонент содержит раствор акрилового сополимера. Это высокомолекулярное вещество, продукт совместной полимеризации акриловых мономеров — акриловой и метакриловой кислот и их сложных эфиров
Для нас сейчас важно понимать, что этот сополимер содержит в своем составе звенья с гидроксильными группами ОН. Запомнили
Теперь о втором компоненте — отвердителе. В его составе есть полиизоцианат, содержащий изоцианатные группы —N=C=O. Это высоко реакционноспособные соединения, они легко вступают в реакцию с гидроксильными группами ОH. Этот процесс и лежит в основе отверждения акриловых материалов: когда раствор сополимера и отвердитель смешивают, гидроксильная и изоцианатная группа вступают в реакцию по следующей схеме:
Из схемы мы видим, что в результате реакции формируется уретановая связь (конструкция справа от стрелочки). А благодаря тому, что изоцианатные группы имеют вид трехлучевых звездочек (условно), полимер, опять же, получается «пространственно-сшитым».
Изоцианатные группы можно условно изобразить в виде трехлучевых звездочек
Таким образом при отверждении акриловой пленки образуется полиуретан (поэтому такие эмали еще называют полиуретановыми или акрил-уретановыми). Именно полиуретан обеспечивает покрытию те великолепные визуальные и потребительские свойства, которыми славятся акриловые материалы.
В описанном механизме и заключается главное отличие акриловых ЛКМ от эмалей предыдущих поколений. Можно сказать, что теперь отверждение ЛКМ превратилось в контролируемую химическую реакцию, благодаря чему маляры перестали зависеть от множества случайных факторов.
Важнейшим преимуществом такого метода на практике стало значительное сокращение времени полного отверждения ЛКМ. Так, при температуре воздуха 20 °С и нормальной влажности, все необратимые изменения в акриловом покрытии заканчиваются за 16-18 часов, а в течение еще нескольких суток ЛКП приобретает максимальную твердость. При температуре 60 °С покрытие полностью полимеризуется уже за 40-60 минут, после чего автомобиль будет полностью готов к полировке.
Двухкомпонентные акрил-уретановые эмали с физико-химическим механизмом отверждения — шаг вперед от нитрокрасок и алкида. Эти материалы позволяют получить лучшее качество покрытия и упростить технологический цикл
Готовая пленка акриловой эмали обладает высокой твердостью (близкой к твердости стекла), стойким блеском, великолепными эластичностью и износостойкостью. Акрилы устойчивы к воздействию кислот, щелочей и растворителей, обладают отличной адгезией к самым разнообразным поверхностям, стойко переносят воздействие солнечных лучей и атмосферных осадков.








Появление акриловых ЛКМ открыло новую эру в кузовном ремонте, позволив даже в гаражных условиях создавать покрытие, сопоставимое по качеству с заводским. За это всем и полюбился акрил.
Как покрасить лодку — руководство: подбор материалов и основные этапы работы
Краска прекрасно нанеслась с небольшой шагренью. От шагрени я избавился шлифовкой. Таким образом было нанесено три слоя краски.
После того как нанесённая краска высохла, я аккуратно снял малярный скотч, изредка прибегая к помощи малярного ножа. Чтобы спокойно заниматься покраской бортов, было заклеено закрашенное дно лодки тем же малярным скотчем. Здесь я использовал краску International Perfection New
. Краска понравилась своим ярким и насыщенным цветом. Из особенностей этой краски отмечу, что она крайне текучая. Краска засыхает довольно быстро: при температуре +25 °C примерно за три часа. Когда краска высохла, корпус выглядел как зеркало с почти незаметной шероховатостью.
Пошаговая инструкция по применению
Основная сложность при окрашивании зеркальными составами заключается в том, что поверхность должна быть тщательно подготовлена. Кроме того, такие материалы плохо переносят контакт с пылью и другими загрязнениями. Если мелкие частицы попадут в материал, то после высыхания на поверхности останутся заметные неровности.
Виды красок ультрафиолетового отверждения и рейтинг марок, как наносить
В связи с этим работы по окрашиванию материалов составами с зеркальным эффектом необходимо проводить в помещениях с работающей вентиляцией, но без сквозняков. Для отделки поверхности подобными составами потребуется краскопульт. В зависимости от типа окрашиваемого материала также необходимо подготовить рубанок, строительный фен, шпатель и другие инструменты.
Подготовка поверхности
Вне зависимости от области применения красителя поверхность до начала процедуры необходимо промыть и высушить. На следующем этапе проводятся следующие работы:
- удаляются следы ржавчины или окалины (если окрашивается металл);
- снимается старое покрытие (это касается любых поверхностей, включая пластик и оштукатуренные стены);
- поверхность обрабатывается растворителем для удаления следов жира;
- поверхность выравнивается с помощью шпаклевки (если окрашиваются стены).
При работе с древесиной материал рекомендуется выравнивать наждачной бумагой или шлифовальной машиной, постепенно уменьшая зернистость. Пластик, в отличие от других материалов, повреждается от старой краски. В этом случае для выравнивания поверхности также применяется наждачная бумага с крупным зерном.
По окончании работ рекомендуется повторно промыть материал. В завершении поверхность грунтуется тонким слоем. В случае появления подтеков нанесенный материал нужно снять и провести данную процедуру повторно. Если этого не сделать, то после окрашивания на поверхности останутся заметные дефекты.

Техника нанесения
Техника нанесения зеркальной краски определяется с учетом типа обрабатываемого материала. В отношении пластика применяется следующая схема:
- Поверхность окрашивается в черный цвет.
- Материал полируется до зеркального плеска и обрабатывается спиртом.
- Окрашенный пластик нагревается с помощью строительного фена.
- На нагретую поверхность наносится зеркальная краска, которая после высыхания повторно полируется.
Также пластик можно покрасить по следующей схеме:
- Пластик окрашивается в черный цвет, высушивается и обрабатывается лаком.
- Поверхность повторно высушивается и полируется.
- Под высоким давлением на материал наносится зеркальная краска, которая распыляется тонким слоем. Эту процедуру можно проводить несколько раз, в зависимости от эффекта, который необходимо воссоздать на поверхности.
- Материал помещается в специальную сушилку, нагретую до 60 градусов. Здесь изделие необходимо выдержать в течение часа.
- На поверхность наносятся три слоя закрепляющего лака с промежутком 20 и 25 минут соответственно.
- Пластик высушивается и полируется.
Важно, чтобы в процессе окрашивания каждый слой нанесенного состава (как краски, так и лака) полностью высох. В ином случае сохраняется риск образования подтеков и порчи пластика
Технические характеристики и состав эмали КО-8111, расход и как наносить
При работе металлом придерживаются другой схемы. Этот подход, в основном, используется при окрашивании автомобильного кузова составами с зеркальным блеском. Обработка металла проводится по следующему алгоритму:
- Материал зачищается, высушивается и полируется. В рамках этих процедур необходимо удалить следы ржавчины и другие дефекты, в том числе и неровности, с помощью наждачной бумаги или шлифмашины.
- Металл грунтуется и высушивается.
- На кузовной металл наносится слой черной краски, который после высыхания полируется.
- С помощью краскопульта на металл наносится тонким слоем зеркальная краска и высушивается. Данный этап можно повторять столько раз, сколько требуется для достижения нужного эффекта.
- Высохшая краска закрепляется лаком.
Наносить зеркальную краску с помощью кисти или валика нельзя, так как это приведет к образованию подтеков.
Длительность высыхания
Продолжительность сушки зависит от условий окружающей среды. При температуре +20 градусов краска набирает достаточную прочность в течение суток после обработки.
Флуоресцентная и люминесцентная краски: в чем отличия
Несмотря на внешние сходства, оба материала имеют разный принцип действия. Люминесцентная краска не нуждается в постоянном присутствии ультрафиолета. Покрытие состоит из люминофоров. Вещества хорошо подстраиваются под условия окружающей среды, сохраняя стабильные химические и физические характеристики.
Чтобы эмаль светилась в темноте в течение 8 часов, достаточно 30 минут излучения. «Заряд» постепенно истощается, что приводит к снижению интенсивности. Отличия люминесцентных красок от флуоресцентных:
- небольшой размер пигмента (5 микрон);
- ровная поверхность после первого нанесения;
- зеленовато-голубое свечение;
- срок службы 30 лет.

Фосфорирующий дизайнИсточник promess.ru
Люминесцентные покрытия устойчивы к морозам и влажности. Флуоресцентные разрушаются под воздействием влаги и перепадов температур. Высокую стоимость первых компенсирует длительность эксплуатации, капризность и недолговечность вторых восполняют:
- доступная цена;
- большой выбор оттенков;
- экономный расход (до 90 г на м2).
Для использования флуоресцентных видов не нужны разрешения. В состав люминесцентных красок для удешевления могут добавлять радиоактивные материалы или фосфор. Перед покупкой надо уточнить наличие документов об отсутствии опасных компонентов.

Разноцветное свечение Источник vseprokrasku.ru
Самоклеящиеся зеркальные пленки
Самоклеящаяся плёнка – это мягкий и эластичный материал, изготовленный из полихромвинила, с лицевой стороны она имеет металлизированное покрытие с зеркальным эффектом, с оборотной стороны нанесен клеевой слой на основе полиакрилата.
Самоклеящаяся плёнка – один из видов зеркального пластика
Основная задача самоклеящейся пленки в том, чтобы создать зеркальный эффект при низких расходах. Пленка вряд ли подойдет как замена традиционному зеркалу, т.к. даже при наклеивании на ровную поверхность, могут появляться пузырьки, микро-вмятины, что повлечет искажение изображения.
Декоративная самоклеящаяся пленка – материал рекламщиков. Режется обычными ножницами или канцелярским ножом, хотя в рекламных агентствах для этого применяют режущий плоттер. Приклеить ее можно на неровную поверхность: дерево, металл, пластик, стекло. Пленки фирмы Orafol подходят для офсетной, трафаретной и лазерной печати. В добавок она безопасна и нетоксична.
Недостаток виниловых пленок в том, что температуре -15С они становятся хрупкими и ломкими. Это ограничивает уличное наклеивание, но не мешает применять самоклеящиеся пленки внутри помещений.
В каталоге материалов для рекламы от Алюминстрой купите металлизированную пленку ORACAL 352 с зеркальным эффектом
Плюсы:
- приемлемая цена
- можно оклеить любую поверхность
Минусы:
- искажение отражения,
- на улице не очень долго прослужит
Разновидности
Вне зависимости от типа производителя каждая зеркальная краска выпускается в виде одно- либо двухкомпонентного состава.
Однокомпонентные
Однокомпонентные составы удобны тем, что сразу готовы к применению: баллончик достаточно потрясти, после чего материал можно наносить на поверхность. Некоторые производители упаковывают такие краски в банки.









Однокомпонентные составы применяются, в основном, для обработки незначительных по площади поверхностей. Это обусловлено тем, что данный вид красок не способен воссоздать полноценный зеркальный эффект: разница в блеске в сравнении с отполированным металлом становится заметна сразу.
Однокомпонентные аэрозоли сложны в нанесении. При работе с таким лакокрасочным покрытием необходимо учитывать множество нюансов, от которых зависит результат. К недостаткам подобных составов относят то, что подобные материалы быстро сохнут. Из-за этого краска не успевает проникнуть в структуру поверхности, вследствие чего высохшая пленка рано отслаивается и плохо переносит механическое воздействие.
Двухкомпонентные
Двухкомпонентные составы отличаются от предыдущих тем, что выпускаются, в основном, в банках. В основе подобных продуктов лежит акрил либо эпоксидная смола. К недостаткам двухкомпонентных составов относят то, что материал перед нанесением необходимо смешать с отвердителем. По окончании работ высохшую пленку нужно окрасить лаком.
При этом двухкомпонентные составы способны воссоздавать на поверхности зеркальный блеск, сравнимый с отполированным металлом. Высохшее покрытие отличается повышенной стойкостью к механическим воздействиям и термической обработке. Кроме того, двухкомпонентные составы медленно расходуются.
Финишная отделка плавсредства
После всех проведенных манипуляций остается завершающий этап отделочных работ по корпусу.
Последовательность финишной обработки готовой конструкции:
- Зашкуривание наждачной бумагой все неровные фрагменты эпоксидной смолы;
- Влагостойкой шпатлевкой выравниваются все полученные в процессе стройки изъяны;
- Готовую конструкцию покрывают лаком или влагоустойчивой краской в несколько слоев;
- Приобретение весел или изготовление их своими руками.
Для предупреждения гниения лодки с течением времени, не обойтись без проведения профилактических обработок по всему корпусу. При постоянном уходе и бережном использовании самодельная лодка из фанеры прослужит длительное время.